От выборочного тестированияк 100%-ной проверке
EWIKON Heisskanalsysteme GmbH - Германия
Свяжитесь с нами

Пластиковые штампованные детали, получаемые инжекционным прессованием, могут производиться с малыми затратами и в больших количествах. Расплавленный пластик впрыскивается под высоким давлением в полости пресс-формы.
Система горячих каналов с электрическим нагревом поддерживает подачу расплавленного полимера в полости пресс-формы. Компания EWIKON Heisskanalsysteme GmbH, находящаяся в г. Франкенберг, земля Гессен, специализируется на инновационных решениях горячих литниковых систем. Многоканальные сопла литниковых систем с подогревом предоставляют удобное в обслуживании решение для производств инжекторного прессования и изготовления отливок, позволяя отливать несколько деталей одновременно.
Чтобы гарантировать качество вкладышей наконечников, EWIKON использует производственные метрологические решения компании Hexagon Manufacturing Intelligence.
Многоканальные сопла HPS III-MH невозможно изготавливать с повторяемой точностью данного уровня точности без применения измерительной технологии от Hexagon
 Задача измерения вкладышей представляется предельно сложной и требует совместного использования оптических и контактных методов измерения. На первом цикле измерения положение наконечника сопла измеряется оптическими методами, в то время как контрольные размеры уплотнительной поверхности, сопрягаемой с корпусом сопла, оцениваются методом контактного сканирования. Диаметр цилиндрической части сопла также измеряется с помощью контактного сканирования, обеспечивающего надежную тугую посадку уплотнительной втулки.
Задача измерения вкладышей представляется предельно сложной и требует совместного использования оптических и контактных методов измерения. На первом цикле измерения положение наконечника сопла измеряется оптическими методами, в то время как контрольные размеры уплотнительной поверхности, сопрягаемой с корпусом сопла, оцениваются методом контактного сканирования. Диаметр цилиндрической части сопла также измеряется с помощью контактного сканирования, обеспечивающего надежную тугую посадку уплотнительной втулки.
После установки уплотнительной втулки расстояние до заданной контактной поверхности проверяется в рамках второго измерительного цикла, чтобы гарантировать, что деталь не была сжата в процессе монтажа. Соответствие жестким допускам гарантирует надежность соединения и отсутствие протечек в переходной зоне вкладыша литьевой формы. В компании EWIKON давно осознали, что высокое качество производства многоканальных сопел может быть обеспечено только благодаря мощным измерительным технологиям. Точность, скорость и гибкость измерения являются наиболее важными критериями в структуре требований EWIKON.
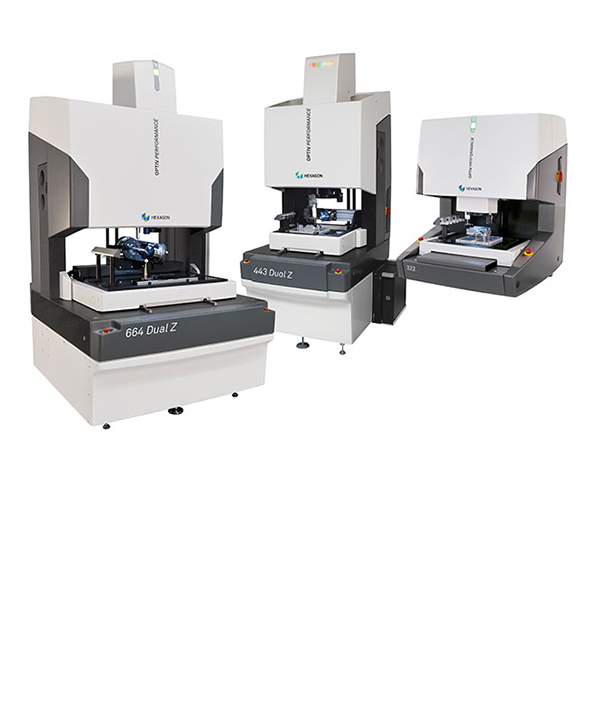
Чтобы измерять теплопроводные наконечники, изготавливаемые фрезерованием, в 2013 году в Hexagonбыла закуплена мультисенсорная КИМ Optiv Performance.
Генрих Пейх (Heinrich Peich), руководитель службы качества в EWIKON, работал с данным метрологическим решением с самого начала, и считает, что это решение удовлетворяет его требованиям.«Многоканальные сопла HPS III-MH невозможно изготовить с воспроизводимостью результатов на этом уровне точности, не используя измерительные технологии Hexagon».
Измерительная машина Optiv Performance имеет устойчивую к крутящим нагрузкам конструкцию из гранита и обеспечивает мультисенсорные измерения с помощью бесконтактного оптического датчика и сканирующего датчика высокого разрешения HP-S-X1, которые обеспечивают оптимальную настройку при проверке допусков в диапазоне сотых долей миллиметра.
В дополнение к этой функции, EWIKON использует бесконтактный оптические датчики КИМ Optiv Performance для визуального контроля теплопроводных наконечников. Поскольку наконечники сопел используются для изготовления деталей с особыми свойствами, их поверхность подвергается воздействию абразивных материалов, таких как пластмассы, армированные стекловолокном. Поэтому видеокамера оказывается чрезвычайно полезным при анализе и оценке износа.Благодаря оценке регистрируемых данных измерений с помощью ПО PC-DMIS CAD++, тренды ошибок идентифицируются на ранней стадии. Данные измерения поступают по контуру обратной связи в систему контроля качества, чтобы стабилизировать процесс производства теплопроводящих наконечников и способствовать непрерывному улучшению продукта.
Использовавшиеся ранее методы измерения, такие как проекционные профилометры, не могли удовлетворить высокие требования в части производительности и экономической эффективности процессов контроля. Поэтому эти измерения выполнялись только в виде выборочных ручных проверок и не обеспечивали повторяемости вследствие влияния воздействий, вносимых оператором.
Ориентация на использование решений для достижения совместного успеха
«Теперь решение Hexagon позволяет нам выполнять 100-процентную проверку с полным отслеживанием каждого отдельного вкладыша по его серийному номеру», продолжает Генрих Пейх. Важным требованием было создание призматического приспособления для позиционирования до 96 наконечников на измерительной машине.При совместном использовании с оптимизированной стратегией измерения требуется всего одна замена датчика за цикл, что приводит к сокращению времени измерения вкладыша с трех минут до менее одной.
Оценка снижения затрат времени показала экономическую рентабельность наших первоначальных инвестиций всего через один год.
было создание призматического приспособления для позиционирования до 96 наконечников на измерительной машине.При совместном использовании с оптимизированной стратегией измерения требуется всего одна замена датчика за цикл, что приводит к сокращению времени измерения вкладыша с трех минут до менее одной.
 Руководитель службы качества убежден, что такое улучшение процесса контроля не в последнюю очередь является результатом тесного сотрудничества с отделом разработки и проектирования приложений в Hexagon.
Руководитель службы качества убежден, что такое улучшение процесса контроля не в последнюю очередь является результатом тесного сотрудничества с отделом разработки и проектирования приложений в Hexagon.
Прочное конкурентное преимущество обеспечивается только в том случае, если качество и производительность постоянно улучшаются: успешное партнерство, которое началось в 2012 году на крупной торговой ярмарке, посвященной вопросам обеспечения качества, скоро будет продолжено. Уже обсуждаются планы оптимизации подходов, таких как идентификация отдельных вкладышей наконечников с помощью QR-кода, который можно обрабатывать непосредственно видеодатчиком измерительной машины.