Van Steekproef tot Volledige Controle
EWIKON Heisskanalsysteme GmbH - Duitsland
Contact opnemen

Via spuitgietprocessen kunnen plastic gietproducten voordelig en massaal geproduceerd worden. Gesmolten plastic wordt onder hoge druk in de matrijsholte van een hulpstuk gespoten.Het gesmolten polymeer blijft richting de holten stromen door middel van elektrisch verwarmde kanaalsystemen. EWIKON Heisskanalsysteme GmbH, gevestigd in Frankenberg in Hesse, specialiseert zich in innovatieve verwarmde kanaalsysteemoplossingen. De mondstukken met meerdere uiteinden bieden spuitgieters en matrijsmakers een onderhoudsvriendelijke oplossing voor het direct spuitgieten van verschillende onderdelen tegelijkertijd.Om de kwaliteit van de inbrengdelen te garanderen, maakt EWIKON gebruik van productie-metrologieoplossingen van Hexagon Manufacturing Intelligence.
De EWIKON-mondstukken met meerdere uiteinden zijn zeer nuttig gebleken bij toepassingen in de medische sector, verpakkingen en de elektrotechniek. Bij het direct spuitgieten van matrijsonderdelen is de dimensionale nauwkeurigheid van de inbrengdelen in de behuizing van het mondstuk cruciaal voor de betrouwbare procescontrole en kwaliteit van de matrijsonderdelen.
Het meten van inbrengdelen is zeer ingewikkeld en vereist het gebruik van een combinatie van optische en tactiele meetmethoden. In de eerste meetcyclus wordt de positie van het mondstukuiteinde optisch gemeten, terwijl de dimensionale afmetingen op het afdichtingsoppervlak richting de behuizing van het mondstuk worden vastgesteld met behulp van een tactiele scan. De diameter van de mondstukcilinder wordt ook gemeten met een tactiele scan om ervoor te zorgen dat de afdichthuls nauw aanslui
De HPS III-MH-mondstukken met meerdere uiteinden hadden op dit nauwkeurigheidsniveau nooit herhaaldelijk geproduceerd kunnen worden zonder de meettechnologie van Hexagon.Na het bevestigen van de afdichthuls wordt de afstand tot een gedefinieerd meetoppervlak gecontroleerd tijdens de tweede meetcyclus om er zeker van te zijn dat het component niet is vervormd tijdens de montage. Door te voldoen aan strenge toleranties kan worden gegarandeerd dat de verbinding in het overgangsgebied van het matrijsinbrengdeel van de spuitmatrijs stevig en lekvrij is. EWIKON heeft zich in een vroegtijdige fase al gerealiseerd dat een hoge productkwaliteit van de mondstukken met meerdere uiteinden alleen kan worden gegarandeerd door toepassing van krachtige meettechnologie. Nauwkeurigheid, meetsnelheid en flexibiliteit zijn de belangrijkste criteria van de EWIKON-vereisten.
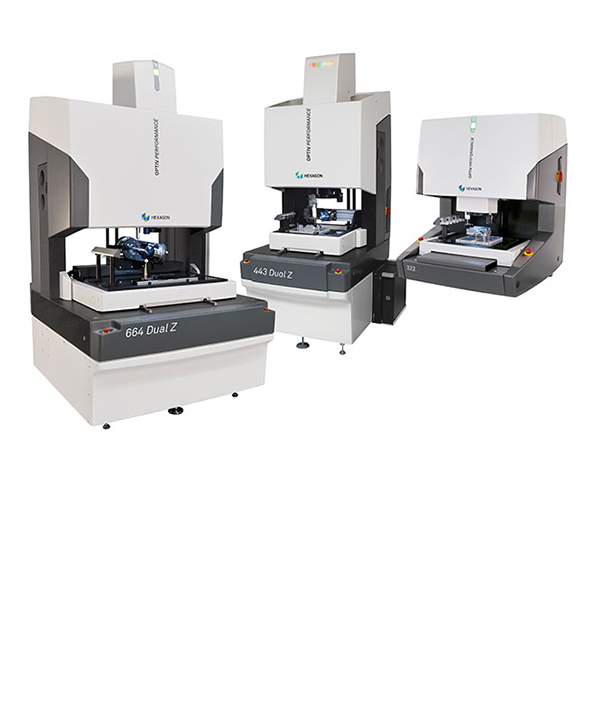
 Om de warmtegeleidende uiteinden te meten die middels een freesproces worden geproduceerd, heeft het bedrijf in 2013 een Optiv Performance multisensor-CMM van Hexagon aangeschaft.
Om de warmtegeleidende uiteinden te meten die middels een freesproces worden geproduceerd, heeft het bedrijf in 2013 een Optiv Performance multisensor-CMM van Hexagon aangeschaft.
Heinrich Peich, hoofd van Quality Assurance bij EWIKON, heeft van begin af aan gebruikgemaakt van de metrologieoplossing en stelt vast dat de oplossing aan zijn vereisten voldoet."De HPS III-MH-mondstukken met meerdere uiteinden hadden op dit nauwkeurigheidsniveau nooit herhaalbaar geproduceerd kunnen worden zonder de meettechnologie van Hexagon."
De Optiv Performance-meetmachine bevat een torsiebestendige granieten structuur en ondersteunt multisensormetingen met de contactloze visiesensor en de HP-S-X1 hoge-resolutie scantaster, die de optimale opstelling bieden voor de verificatie van toleranties binnen honderdsten van millimeters.
EWIKON gebruikt de contactloze visiesensor van de Optiv Performance CMM niet alleen hiervoor, maar ook voor het niet-dimensionaal testen van de warmtegeleidingsuiteinden. Aangezien de mondstukuiteinden worden verwerkt voor werkstukken met speciale vereisten, zijn ze voorzien van schurende oppervlakken zoals plastic met glasvezel. De sensor blijkt daarom uitzonderlijk nuttig voor slijtage-analyse en -beoordeling. Door de opgenomen meetdata te evalueren met de PC-DMIS CAD++-software, worden fouten vroegtijdig opgemerkt.De gemeten data wordt doorgestuurd naar een kwaliteitscontrole-loop om het productieproces van de warmtegeleidingsuiteinden te stabiliseren en zo bij te dragen aan de continue verbetering van het product.
Eerder gebruikte meetmethoden, zoals met profielprojectoren, konden niet voldoen aan de hoge verwachtingen op het gebied van efficiëntie en kostenbeheersing bij het
controleproces. Daarom werden deze metingen alleen uitgevoerd als handmatige monsterafnamecontroles en waren ze niet herhaalbaar vanwege operator-gerelateerde invloeden.
Oplossinggerichte oriëntering voor gedeeld succes"
Dankzij de Hexagon-oplossing kunnen we nu een volledige controle uitvoeren met een volledige traceerbaarheid van elk individueel inbrengdeel via zijn serienummer", vervolgt Heinrich Peich. De ontwikkeling van een prismatische fitting voor het reproduceerbaar vastklemmen van de 96 inbrengdelen op de meetmachine was een essentiële vereiste. In combinatie met een intelligent geoptimaliseerde meetstrategie is per cyclus slechts één wisselproces van de taster vereist, waardoor de meettijd per inbrengdeel is afgenomen van drie minuten naar minder dan een minuut.
De beoordeling van deze tijdsbesparing heeft uitgewezen dat we al na één jaar na onze initiële investering een economisch voordeel hadden behaald.
"Doordat we grote hoeveelheden onderdelen produceren, heeft de analyse van deze tijdsbesparing uitgewezen dat we al binnen één jaar  na onze initiële investering een economisch voordeel hadden behaald", zegt Heinrich Peich.
na onze initiële investering een economisch voordeel hadden behaald", zegt Heinrich Peich.
De Quality Manager is ervan overtuigd dat deze verbetering van de controleprestaties zeer sterk te danken is aan de nauwe samenwerking met de afdelingen Application Engineering en Design bij Hexagon.
Als de kwaliteit en de productiviteit continu worden verbeterd, kan er een permanent concurrentievoordeel ontstaan. De succesvolle samenwerking, die in 2012 van start is gegaan bij een bekende handelsbeurs voor kwaliteitsgarantie, wordt binnenkort voortgezet. Er worden al plannen besproken om benaderingen te optimaliseren, zoals het identificeren van de individuele inbrengdelen via een QR-code die direct kan worden verwerkt door de visiesensor van de meetmachine