Från Sampling Till 100 % Inspektion
EWIKON Heisskanalsysteme GmbH - EWIKON Heisskanalsysteme GmbH - Tyskland
Kontakta oss

Med injektionsgjutprocesser kan gjutna plastdelar tillverkas ekonomiskt och i stora kvantiteter. Smält plast injiceras under högt tryck i formhåligheterna i ett verktyg.
Med hjälp av elektrisk uppvärmning håller värmekanalsystem polymersmältan flytande på vägen till håligheterna. EWIKON Heisskanalsysteme GmbH, baserat i Frankenberg i Hessen, har specialiserat sig på innovativa lösningar för värmekanalsystem.
Värmekanalspecialistens flerspetsmunstycken skapar en underhållsvänlig lösning för injektionsgjutmaskiner och formtillverkare för direkt sidoinjicering i flera delar samtidigt.För att säkerställa kvaliteten på spetsinsatserna använder EWIKON produktionsmätlösningar från Hexagon Manufacturing Intelligence.
HPS III-MH -flerspetsmunstyckena skulle inte kunna serietillverkas med denna noggrannhetsnivå utan mättekniken från Hexagon.EWIKON:s flerspetsmunstycken har visat sitt värde i en rad applikationer inom medicinsk, paketerings- och elektroteknik. Vid direkt sidoinjicering av gjutna delar är noggrannheten på dimensionen på spetsinsatserna av största vikt för att säkerställa tillförlitlig processtyrning och kvaliteten på de gjutna delarna.
 Uppgiften att mäta spetsinsatserna är extremt komplex och kräver kombinerad användning av optiska och taktila mätmetoder. I första mätcykeln mäts positionen för munstycksspetsen optiskt, medan dimensionsreferenserna på förslutningsytan på munstyckskroppen mäts taktilt för hand. Diametern på munstyckscylindern mäts också med en taktil scanning för att säkerställa presspassningen mot tätningshylsan
Uppgiften att mäta spetsinsatserna är extremt komplex och kräver kombinerad användning av optiska och taktila mätmetoder. I första mätcykeln mäts positionen för munstycksspetsen optiskt, medan dimensionsreferenserna på förslutningsytan på munstyckskroppen mäts taktilt för hand. Diametern på munstyckscylindern mäts också med en taktil scanning för att säkerställa presspassningen mot tätningshylsan
Efter montering av tätningshylsan kontrolleras avståndet till en definierad kontaktyta i en andra mätcykel, för att säkerställa att komponenten inte har tryckts ihop under monteringen. Överensstämmelse med snäva toleranser säkerställer att anslutningen är säker och läckagefri i övergångsområdet till forminsatsen i injektionsformen. EWIKON insåg på ett tidigt stadium att den höga produktkvaliteten hos flerspetsmunstyckena bara kunde säkerställas med hjälp av kraftfull mätteknik. Noggrannhet, mäthastighet och flexibilitet är de viktigaste kriterierna i EWIKON:s kravprofil.
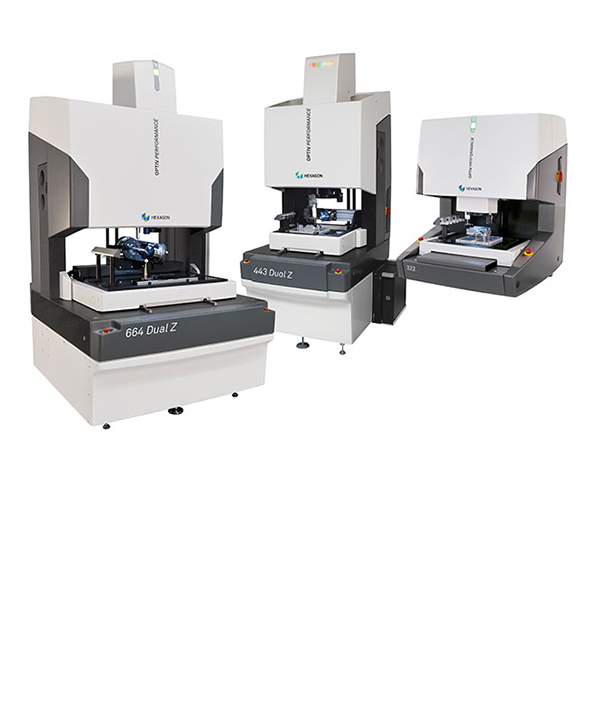
För att mäta de värmeledande spetsarna som tillverkas i fräsningsprocessen investerade EWIKON i en Optiv Performance multisensor CMM från Hexagon 2013.
Heinrich Peich, chef för kvalitetssäkring hos EWIKON, har arbetat med mätlösningen från början och anser att lösningen uppfyller hans krav.“HPS III-MH flerspetsmunstyckena hade inte kunnat serietillverkas med denna noggrannhetsnivå utan mättekniken från Hexagon.”
Mätmaskinen Optiv Performance har en stabil granitstruktur och stödjer multisensormätningar med den kontaktlösa visionssensorn och den högupplösta scanningproben HP-S-X1, som skapar den optimala konfigurationen för verifikationen av toleranser inom området en hundradels millimeter
Utöver denna funktionalitet använder EWIKON den kontaktlösa visionssensorn i Optiv Performance CMM för icke-dimensionell testning av de värmeledande spetsarna. Eftersom de är tillverkade för arbetsstycken med speciella krav, utsätts munstyckesspetsarna för slipande ytor, såsom glasfiberförstärkta plaster. Sensorn har därför visat sig vara extremt användbar för analys och bedömning av slitage.
Genom att utvärdera registrerad mätdata med programvaran PC-DMIS CAD++ identifieras feltrender på ett tidigt stadium.
Mätdata matas tillbaka i en kvalitetskontroll-loop för att stabilisera tillverkningsprocesserna för de värmeledande spetsarna, vilket bidrar till kontinuerlig förbättring av produkten.
Tidigare använda mätmetoder, som profilprojektorer, kunde inte uppfylla de höga förväntningarna på effektivitet och kostnadseffektivitet i inspektionsprocessen. Dessa mätningar utfördes bara som manuella sampling- inspektioner och var inte repeterbara, beroende på operatörsrelaterad påverkan.
Lösningsfokuserad orientering för delad framgång
”Hexagons lösning gör det nu möjligt för oss att utföra en 100 % inspektion med fullständig spårbarhet för varje individuell spetsinsats via dess serienummer. Utveckling av en prismatisk fixtur för reproducerbar fastspänning av upp till 96 spetsinsatser på mätmaskinen var ett nödvändigt krav.
Den uppskattade tidsbesparingen har visat ekonomisk lönsamhet för vår ursprungliga investering efter bara ett årI kombination med en intelligent optimerad mätstrategi behövs bara ett probebytes per cykel, vilket minskar mättiden per spetsinsats från tre minuter till mindre än en minut.
 ”Med vår stora produktion av delar har den uppskattade tidsbesparingen visat ekonomisk lönsamhet för vår ursprungliga investering efter bara ett år” säger Heinrich Peich.
”Med vår stora produktion av delar har den uppskattade tidsbesparingen visat ekonomisk lönsamhet för vår ursprungliga investering efter bara ett år” säger Heinrich Peich.
Kvalitetschefen är övertygad om att denna förbättring av inspektionsprestanda inte minst är resultatet av det nära samarbetet med applikationstekniska och designavdelningen hos Hexagon.
En långsiktig komparativ fördel säkerställs endast om kvalitet och produktivitet kontinuerligt förbättras och det framgångsrika partnerskapet som påbörjades år 2012 vid en stor mässa för kvalitetssäkring kommer snart att fortsätta. Planer på att optimera procedurer som identifiering av individuella spetsinsatser via en QR-kod som kan hanteras direkt av visionssensorn i mätmaskinen diskuteras redan.