Pistokokeista 100-Prosenttiseen Tarkastukseeen
Pistokokeista 100-Prosenttiseen Tarkastukseeen
Yhteystiedot

EWIKONin monikärkiset suuttimet ovat osoittaneet arvonsa lukuisissa eri lääketieteen, pakkausteollisuuden ja sähkötekniikan sovelluksissa. Muoto-osien suorassa ruiskutuksessa kärjen muototarkkuus suuttimen rungossa on ratkaisevan tärkeää prosessinohjauksen luotettavuuden ja muoto-osien laadun kannalta.
Kärkien mittaaminen on äärimmäisen monimutkaista ja vaatii sekä optisten että koskettavien mittausmenetelmien käyttöä. Ensimmäisessä mittausvaiheessa suuttimen kärjen asento mitataan optisesti. Kärjen mitat suhteessa suuttimen rungon tiivistyspintaan puolestaan määritetään koskettavilla skannausmenetelmillä. Myös suuttimen sylinterin läpimitta mitataan koskettaen, jotta varmistetaan varma puristussovitus tiivisteholkkiin.
Monikärkisiä HPS III-MH -suuttimia ei voisi tuottaa toistettavasti tällä tasolla ilman Hexagonin mittaustekniikkaa
 Tiivisteholkin asennuksen jälkeen etäisyys määritettyyn kosketuspintaan tarkistetaan toisessa mittausvaiheessa. Näin varmistetaan, että osa ei ole puristunut kokoonpanon aikana. Tiukkojen toleranssien noudattaminen varmistaa, että liitos on varma ja tiivis ruiskuvalumuotin yhtymäalueella. Jo varhaisessa vaiheessa EWIKONille oli selvää, että monikärkisten suuttimien korkea laatu voidaan varmistaa vain tehokkaalla mittaustekniikalla. Tarkkuus, mittausten nopeus ja joustavuus ovat EWIKONille tärkeimpiä kriteerejä.
Tiivisteholkin asennuksen jälkeen etäisyys määritettyyn kosketuspintaan tarkistetaan toisessa mittausvaiheessa. Näin varmistetaan, että osa ei ole puristunut kokoonpanon aikana. Tiukkojen toleranssien noudattaminen varmistaa, että liitos on varma ja tiivis ruiskuvalumuotin yhtymäalueella. Jo varhaisessa vaiheessa EWIKONille oli selvää, että monikärkisten suuttimien korkea laatu voidaan varmistaa vain tehokkaalla mittaustekniikalla. Tarkkuus, mittausten nopeus ja joustavuus ovat EWIKONille tärkeimpiä kriteerejä.
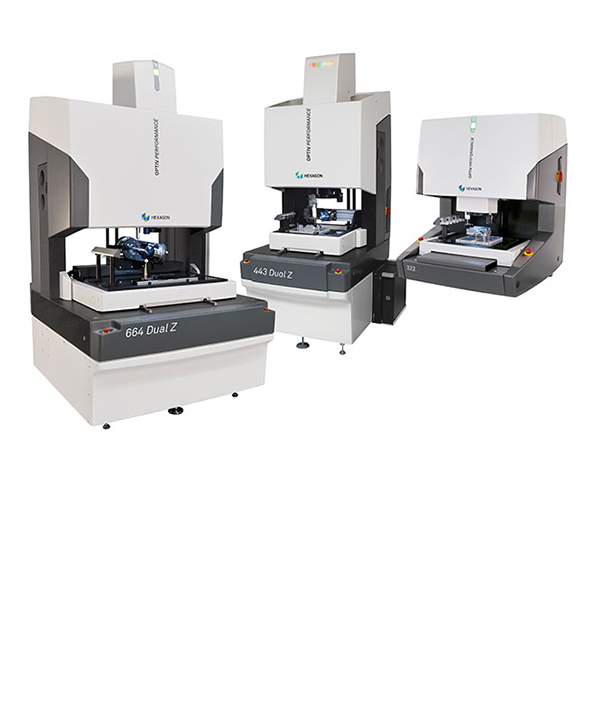
Jyrsimisprosessin tuottamien lämpöä johtavien kärkien mittauksia varten Hexagonilta hankittiin vuonna 2013 monianturinen Optiv Performance -koordinaattimittauskone.
EWIKONin laadunvarmistuspäällikkö Heinrich Peich on käyttänyt metrologista ratkaisua alusta lähtien ja on vakuuttunut siitä, että ratkaisu täyttää yrityksen vaatimukset."Monikärkisiä HPS III-MH -suuttimia ei voisi tuottaa toistettavasti tällä tasolla ilman Hexagonin mittaustekniikkaa."
Optiv Performance -mittauskoneessa on vääntymätön graniittirakenne, ja se tukee monianturisia mittauksia kosketuksettomalla konenäköanturilla ja korkean resoluution HP-S-X1-skannausanturilla. Tämä takaa parhaat edellytykset toleranssien varmentamiselle millimetrin sadasosien tarkkuudella.
Tämän lisäksi EWIKON käyttää Optiv Performance-koordinaattimittauskoneen kosketuksetonta konenäköanturia lämmönjohdinkärkien mitattomaan testaukseen. Erityisvaatimuksia asettavien työkappaleiden prosessointia varten suutinkärjissä sovelletaan hankaavia pintoja, kuten lasikuituvahvisteisia muoveja. Tämä tekee anturista äärimmäisen hyödyllisen kulumisen analysoinnissa ja arvioinnissa.
Kun saadut mittaustulokset arvioidaan PC-DMIS CAD++-ohjelmistolla, virhetrendit havaitaan varhaisessa vaiheessa.Mittaustiedot syötetään takaisin laadunvalvontapiiriin. Tämä vakauttaa lämmönjohdinkärkien valmistusprosesseja ja vaikuttaa osaltaan tuotteen jatkuvaan parantamiseen.
Aiemmin käytetyt mittausmenetelmät, kuten profiiliprojektorit, eivät täyttäneet tarkastusprosessin teholle ja kustannustehokkuudelle asetettuja korkeita vaatimuksia. Näin ollen mittaukset toteutettiin ainoastaan manuaalisina pistokokeina, eivätkä ne olleet toistettavissa käyttäjän vaikutuksen vuoksi.
Ratkaisukeskeisestä suuntauksesta yhteiseen menestykseen
"Hexagonin ratkaisun ansiosta voimme tehdä 100-prosenttisen tarkastuksen kullekin yksittäiselle kärjelle sen sarjanumeron perusteella – täydellisellä jäljitettävyydellä", jatkaa Heinrich Peich. Jotta jopa 96 kärkeä voidaan kiinnittää mittauskoneeseen toistettavasti, oli välttämätöntä kehittää prismakiinnitin.
Tämä ajansäästö on osoittanut alkuinvestointimme taloudellisen kannattavuuden jo vuodessa.
Älykkäästi optimoituun mittausstrategiaan yhdistettynä kukin jakso vaatii ainoastaan yhden anturin vaihdon, mikä lyhentää kärkikohtaisen mittausajan kolmesta minuutista alle minuuttiin.
 "Tuotamme suuren määrän osia, ja tämä ajansäästö on osoittanut alkuinvestointimme taloudellisen kannattavuuden jo vuodessa", Heinrich Peich sanoo.
"Tuotamme suuren määrän osia, ja tämä ajansäästö on osoittanut alkuinvestointimme taloudellisen kannattavuuden jo vuodessa", Heinrich Peich sanoo.
Laatujohtaja on vakuuttunut siitä, että tämä parannus tarkastusten suorituskyvyssä on tulosta tiiviistä yhteistyöstä Hexagonin sovellustekniikan ja suunnitteluosastojen kanssa.
Koska kestävä ja kilpailukykyinen etu saavutetaan vain laatua ja tuottavuutta jatkuvasti parantamalla, vuonna 2012 suurilla laadunvarmistuksen messuilla alkanut menestyksekäs yhteistyö saa pian jatkoa. Yhteistyökumppanit keskustelevat jo toimintatapojen optimoinnista, kuten yksittäisten kärkien tunnistamisesta QR-koodilla, jonka mittauskoneen konenäköanturi kykenee lukemaan.