Von Der Stichprobe zur 100%-Prüfung
EWIKON Heisskanalsysteme GmbH - Deutschland
Möchten Sie mehr erfahren?

Im Spritzgussverfahren lassen sich Kunststoff-Formteile wirtschaftlich und in großer Stückzahl herstellen. Aufgeschmolzener Kunststoff wird unter hohem Druck in die Formnester eines Werkzeugs gespritzt. Durch elektrische Aufheizung halten Heißkanalsysteme die Schmelze auf ihrem Weg zu den Kavitäten fließfähig.
Die im hessischen Frankenberg ansässige EWIKON Heißkanalsysteme GmbH steht für innovative Heißkanal-Systemlösungen. Die Mehrfachdüsen des Heißkanal-Spezialisten eröffnen Spritzgießern und dem Werkzeugbau eine wartungsfreundliche Lösung, um mehrere Formteile gleichzeitig direkt anzuspritzen. Zur Qualitätssicherung der Spitzeneinsätze setzt EWIKON auf fertigungsmesstechnische Lösungen von Hexagon Manufacturing Intelligence.
Die HPS III-MH Mehrfachdüsen ließen sich ohne die Messtechnik von Hexagon nicht reproduzierbar in dieser Genauigkeit herstellen.Die EWIKON Mehrfachdüsen haben sich in einer Vielzahl von Anwendungen in der Medizin-, Verpackungs- und Elektrotechnik bewährt. Bei der direkten Seitenanspritzung von Formteilen ist die exakte Maßhaltigkeit der Wärmeleitspitzen im Düsenkörper entscheidend für eine sichere Prozessführung und gute Formteilqualität.
 Die Messaufgaben an den Spitzeneinsätzen sind äußerst komplex und erfordern den kombinierten Einsatz von optischen und taktilen Verfahren. In einem ersten Messdurchlauf wird die Lage der Düsenspitze optisch gemessen, ihre Bezüge an der Dichtfläche zum Düsenkörper werden dagegen mittels taktilem Scan bestimmt. Ebenfalls taktil scannend wird der Durchmesser des Düsenzylinders gemessen, um die anschließende Presspassung mit einer Dichthülse zu gewährleisten. Nach der Montage der Dichthülse wird in einem zweiten Messdurchlauf ihr Abstand zu einer definierten Anlagefläche geprüft, um sicherzustellen, dass das Bauteil während der Montage nicht gestaucht wurde. Hier gewährleistet die Einhaltung enger Toleranzen die Dichtheit im Übergang zum Formeinsatz des Spritzgießwerkzeugs. Bereits früh stand für EWIKON also fest, dass die hohe Produktqualität der Mehrfachdüsen eng mit einer leistungsfähigen Messtechnik verknüpft sein würde. Genauigkeit, Messgeschwindigkeit und Flexibilität sind die wichtigsten Kriterien des EWIKON-Anforderungsprofils.
Die Messaufgaben an den Spitzeneinsätzen sind äußerst komplex und erfordern den kombinierten Einsatz von optischen und taktilen Verfahren. In einem ersten Messdurchlauf wird die Lage der Düsenspitze optisch gemessen, ihre Bezüge an der Dichtfläche zum Düsenkörper werden dagegen mittels taktilem Scan bestimmt. Ebenfalls taktil scannend wird der Durchmesser des Düsenzylinders gemessen, um die anschließende Presspassung mit einer Dichthülse zu gewährleisten. Nach der Montage der Dichthülse wird in einem zweiten Messdurchlauf ihr Abstand zu einer definierten Anlagefläche geprüft, um sicherzustellen, dass das Bauteil während der Montage nicht gestaucht wurde. Hier gewährleistet die Einhaltung enger Toleranzen die Dichtheit im Übergang zum Formeinsatz des Spritzgießwerkzeugs. Bereits früh stand für EWIKON also fest, dass die hohe Produktqualität der Mehrfachdüsen eng mit einer leistungsfähigen Messtechnik verknüpft sein würde. Genauigkeit, Messgeschwindigkeit und Flexibilität sind die wichtigsten Kriterien des EWIKON-Anforderungsprofils.
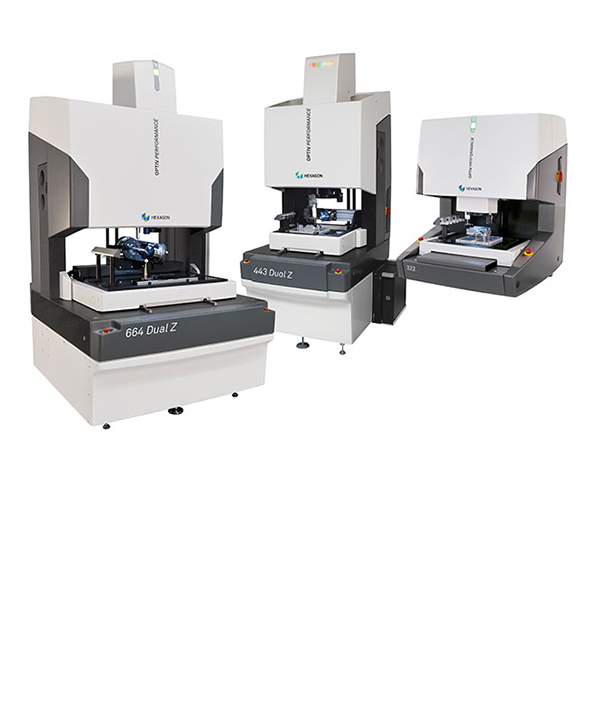
Zur Prüfung der frästechnisch hergestelltenn Wärmeleitspitzen wurde daher im Jahr 2013 ein Multisensor-Koordinatenmessgerät Optiv Performance von Hexagon Manufacturing Intelligence beschafft. Heinrich Peich, Leiter der Qualitätssicherung bei EWIKON, hat die messtechnische Lösung von Anfang an begleitet und sieht seine Anforderungen erfüllt: „Die HPS III-MH Mehrfachdüsen ließen sich ohne die Messtechnik von Hexagon nicht reproduzierbar in dieser Genauigkeit herstellen.“
Das Messgerät Optiv Performance überzeugt mit einem verwindungssteifen Granitaufbau und unterstützt Multi-sensor-Messungen mit dem berührungslosen Vision-Sensor und dem hochauflösend scannenden Taster HP-S-X1- beste Voraussetzungen also zum Nachweis von Toleranzen im Hundertstel-Millimeter-Bereich.
Ergänzend zu seiner Funktionalität als berührungslos messender Sensor, wird der Vision-Sensor der Optiv Performance bei EWIKON auch zur nicht maßlichen Prüfung der Wärmeleitspitzen eingesetzt. Er erweist sich als äußerst nützlich bei der Verschleißanalyse und- beurteilung der Düsenspitzen. Ihnen setzen abrasive, zum Beispiel glasfaserverstärkte Kunststoffe zu, wie sie für Werkstücke mit besonderer Beanspruchung verarbeitet werden.
Durch die Auswertung der gewonnenen Messdaten mit der Messsoftware PC-DMIS CAD++ werden Fehlertrends frühzeitig erkannt. Die Rückführung der Messdaten in einen Qualitätsregelkreis stabilisiert die Fertigungsprozesse der Wärmeleitspitzen und trägt dazu bei, das Produkt kontinuierlich zu verbessern.
Davor eingesetzte Messverfahren, zum Beispiel auf der Basis von Profilprojektoren, konnten den hohen Erwartungen an die Effizienz und Wirtschaftlichkeit des Prüfprozesses nicht gerecht werden. Die Messungen erfolgten lediglich als manuelle Stichprobenprüfungen und waren auf Grund bedienerbedingter Abweichungen wenig reproduzierbar.
Von drei auf unter eine Minute Messzeit: Mit lösungsorientierter Ausrichtung zum gemeinsamen Erfolg
„Die Hexagon-Lösung ermöglicht uns heute die Durchführung einer 100%-Prüfung mit vollständiger Rückverfolgbarkeit jedes einzelnen Spitzeneinsatzes über dessen Seriennummer“, führt Heinrich Peich weiter aus. Die Entwicklung einer prismatischen Vor-richtung zur reproduzierbaren Aufspannung von bis zu 96 Spitzeneinsätzen auf dem Messgerät war dazu eine wesentliche Voraussetzung.
Die Bewertung dieser Zeitersparnis bedeutet die wirtschaftliche Renta-bilität unserer Investition bereits nach einem Jahr.Und in Kombination mit einer intelligent optimierten Messstrategie, die mit nur einem Tasterablagevorgang pro Zyklus auskommt, konnte die Messzeit pro Spitze von drei auf unter eine Minute reduziert werden.
 Dabei zeigt sich der Qualitätsmanager davon überzeugt, dass diese Verbesserung der Prüfleistung nicht zuletzt das Ergebnis der engen Kooperation mit den Abteilungen Anwendungstechnik und Konstruktion von Hexagon Manufacturing Intelligence ist.
Dabei zeigt sich der Qualitätsmanager davon überzeugt, dass diese Verbesserung der Prüfleistung nicht zuletzt das Ergebnis der engen Kooperation mit den Abteilungen Anwendungstechnik und Konstruktion von Hexagon Manufacturing Intelligence ist.
Und weil ein dauerhafter Wettbewerbsvorteil nur sichergestellt ist, wenn Qualität und Produktivität kontinuierlich weiter verbessert werden, findet die erfolgreiche Zusammenarbeit, die 2012 auf einer großen Fachmesse für Qualitätssicherung ihren Anfang nahm, sicher schon bald ihre Fortsetzung. Optimierungsansätze, wie zum Beispiel die Identifikation einzelner Spitzeneinsätze über einen QR-Code, der direkt durch den Vision-Sensor des Messgeräts verarbeitet werden kann, werden bereits diskutiert.