Od Vzorku po 100% Kontrolu
EWIKON Heisskanalsysteme GmbH - NĚMECKO
Kontakty

Prostřednictvím procesu vstřikování odlitků je možné vyrábět plastové tvarované díly ekonomicky a ve velkém počtu. Roztavený plast se vstřikuje pod vysokým tlakem do dutin formy nástroje.Pomocí elektrického ohřevu udržují systémy horkých trysek polymerovou taveninu rozpuštěnou tak, aby natekla do dutin. Společnost EWIKON Heisskanalsysteme GmbH, která sídlí ve Frankenbergu, v Hessensku, se specializuje na inovativní řešení pro systémy horkých trysek. Trysky s více špičkami od specialisty na horké trysky poskytují řešení s malými nároky na údržbu pro vstřikovací odlévačky a výrobce forem pro přímé boční vstřikování několika dílů současně.Aby byla zajištěna kvalita vložek špičky, používá společnost EWIKON měřicí výrobní řešení od společnosti Hexagon Manufacturing Intelligence.
Trysky s více špičkami HPS III-MH by nebylo možné opakovaně vyrábět na této úrovni přesnosti bez měřicí technologie od Hexagonu.Trysky EWIKON s více špičkami prokázaly svou hodnotu v řadě aplikací v oblasti medicíny, obalové techniky a elektroinženýrství. Při přímém bočním vstřikování tvarovaných dílů je rozměrová přesnost vložek špičky v těle trysky naprosto zásadním faktorem pro zajištění spolehlivého řízení procesu a kvality tvarovaných dílů.
 Úloha měření vložek špičky je mimořádně komplexní záležitost a vyžaduje kombinované použití optických a dotykových měřicích metod. Při prvním měřicím cyklu se opticky změří pozice špičky trysky, zatímco její rozměrové údaje na těsnicím povrchu těla trysky se vyhodnotí pomocí dotykového snímání. Průměr válce trysky se rovněž změří dotykovým způsobem, aby se zkontrolovalo těsné uložení v těsnicí vložce.
Úloha měření vložek špičky je mimořádně komplexní záležitost a vyžaduje kombinované použití optických a dotykových měřicích metod. Při prvním měřicím cyklu se opticky změří pozice špičky trysky, zatímco její rozměrové údaje na těsnicím povrchu těla trysky se vyhodnotí pomocí dotykového snímání. Průměr válce trysky se rovněž změří dotykovým způsobem, aby se zkontrolovalo těsné uložení v těsnicí vložce.
Po sestavení těsnicí vložky se ve druhém měřicím cyklu změří vzdálenost k definovanému kontaktnímu povrchu, aby bylo zajištěno, že se komponenta během kompletace estlačila. Dodržení přísných tolerancí zajišťuje, že spojení je v přechodové oblasti k vložce formy pro vstřikování pevné a těsné. Společnost EWIKON si již v raném stádiu uvědomila, že vysokou výrobní kvalitu trysek s více špičkami lze zajistit pouze pomocí výkonné měřicí technologie. Přesnost, rychlost měření a flexibilita jsou nejdůležitější kritéria profilu požadavků společnosti EWIKON.
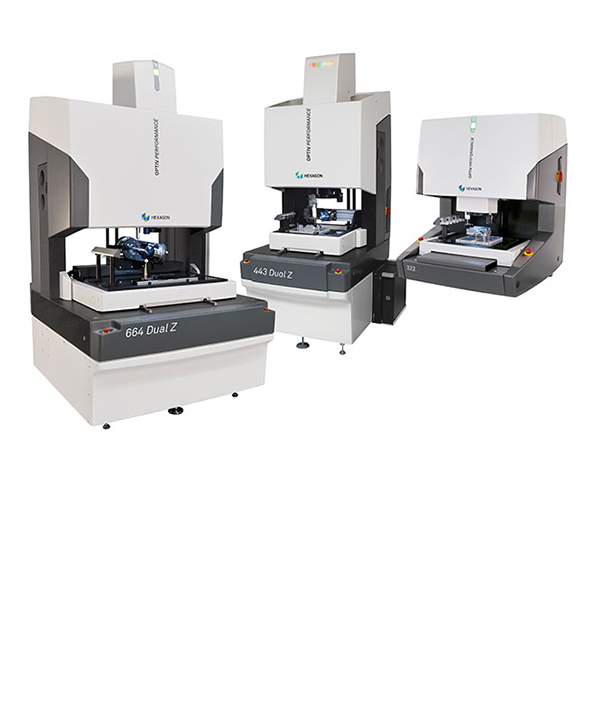
Pro měření tepelně vodivých špiček vyráběných frézováním byl v roce 2013 zakoupen multisenzorový SMS Optiv Performance od Hexagonu.
Heinrich Peich, vedoucí oddělení zajištění jakosti ve společnosti EWIKON, pracoval s měřicím řešením od samého začátku a je přesvědčen, že řešení vyhovuje jeho požadavkům.„Trysky s více špičkami HPS III-MH by nebylo možné opakovaně vyrábět na této úrovni přesnosti bez měřicí technologie od Hexagonu.“
Měřicí stroj Optiv Performance má torzně tuhou žulovou konstrukci a podporuje multisenzorové měření pomocí bezkontaktního optického snímače a skenovací sondy HP-S-X1 s vysokým rozlišením, což poskytuje optimální dispozice pro ověřování tolerancí v řádu setin milimetru.
Kromě této funkce používá společnost EWIKON bezkontaktní optický snímač stroje Optiv Performance k CMM k bezrozměrovému testování tepelně vodivých špiček. Protože se vyrábí pro obrobky se speciálními požadavky, špičky trysky jsou vystaveny působení drsných povrchů, např. ze sklolaminátů. Snímač je tudíž mimořádně užitečný pro analýzu a vyhodnocení opotřebení.
Kromě této funkce používá společnost EWIKON bezkontaktní optický snímač stroje Optiv Performance k CMM k bezrozměrovému testování tepelně vodivých špiček. Protože se vyrábí pro obrobky se speciálními požadavky, špičky trysky jsou vystaveny působení drsných povrchů, např. ze sklolaminátů. Snímač je tudíž mimořádně užitečný pro analýzu a vyhodnocení opotřebení.
Prostřednictvím vyhodnocení naměřených dat pomocí softwaru PC-DMIS CAD++ se rychle identifikují trendy chyb.Naměřená data se vracejí zpět do uzavřeného cyklu kontroly kvality, aby se stabilizovaly výrobní procesy tepelně vodivých špiček a přispívají k trvalému zlepšování produktu.
Dříve používané měřicí metody, například projektory pro kontrolu profilů, nebyly schopné splnit vysoká očekávání z hlediska účinnosti a rentability procesu kontroly. Proto se tato měření používala jen pro ruční kontrolu vzorků a nebyla opakovatelná z důvodu vlivu operátora.
Orientace zaměřená na řešení pro sdílený úspěch
„Řešení Hexagon nám nyní umožňuje provádět 100% kontrolu s úplnou sledovatelností každé jednotlivé vložky špičky prostřednictvím jejího výrobního čísla,“ pokračuje Heinrich Peich. Základním požadavkem bylo vyvinutí prizmatického upínacího prvku pro opakovatelné upnutí až 96 vložek špičky do měřicího stroje
Vyhodnocení této časové úspory ukázalo ekonomickou návratnost naší počáteční investice za pouhý jeden rokV kombinaci s inteligentně optimalizovanou strategií měření je zapotřebí pouze jediný proces výměny sondy na cyklus, čímž se zkracuje doba měření na vložku špičky ze tří minut na necelou jednu minutu.
 „Při našem velkém objemu výroby dílů ukázalo vyhodnocení této časové úspory ekonomickou návratnost naší počáteční investice za pouhý jeden rok,“ říká Heinrich Peich.
„Při našem velkém objemu výroby dílů ukázalo vyhodnocení této časové úspory ekonomickou návratnost naší počáteční investice za pouhý jeden rok,“ říká Heinrich Peich.
Manažer jakosti je přesvědčený, že toto zlepšení výkonnosti kontroly je v neposlední řadě výsledkem těsné spolupráce s odděleními aplikačního inženýrství a designu společnosti Hexagon.
Trvalá konkurenční výhoda bude zajištěna pouze tehdy, když bude nadále vylepšována kvalita a produktivita a úspěšné partnerství, které začalo v roce 2012 na významném veletrhu zajištění jakosti, bude brzy pokračovat. Již probíhají diskuse o optimalizaci přístupů, například identifikaci jednotlivých vložek špiček prostřednictvím QR kódu, který je možné zpracovat přímo pomocí optického snímače měřicího stroje.Vyhodnocení této časové úspory ukázalo ekonomickou návratnost naší počáteční investice za pouhý jeden rok.Heinrich Peichvedoucí oddělení zajištění jakosti ve společnosti EWIKONPrizmatický upínací prvek byl vyvinut ve spolupráci se společností Hexagon Manufacturing Intelligence a umožňuje opakovatelné upnutí až 96 vložek špičky do měřicího stroje.