Increasing CMM utilisation and decreasing measurement turn time with the HP-L-10.10
The speed of laser scanning provides a rapid reduction in turn time for large parts, increasing CMM utilisation and allowing the team to take on more projects
Contact us
Max Aerostructures is an industry leader in machine components and complex assemblies, specialising in developing products from conception to reality. Based in Wichita, Kansas, and founded in 2016, they have quickly grown into a leading aerospace manufacturer, and subsequently expanded their capabilities to support semiconductor manufacturers.
The business is now an experienced producer of all types of parts, coming in all shapes and sizes and typically composed of hard metals like aluminium, steel and titanium. The team at Max Aerostructures works with their customers from the earliest stages to manage the supply base and take care of every ensuing step of part production.
The real expertise of the team at Max is in large and complex 5-axis parts, with large ribs, windows and structural components all produced on multiple CNC machining centres and holding to tolerances as fine as 127 microns over a distance of 3.5 metres. Their precision machining is automation driven, allowing them to fully control the process and ensure expectations and specifications are satisfied.
The business has two main goals to support their further growth and development: reducing long run times, especially on larger components, and replacing tactile measurement with non-contact measurement. Part of this can be achieved by optimising existing production and inspection programs. But to completely achieve these objectives, Max have turned to new CMM inspection technology from Hexagon.
 “When a new project comes in, we always try to predetermine how long the CMM runtime will be, how many positions and special fixtures are needed,” explains Matt Price, Quality Supervisor and lead CMM programmer for the Max Aerostructures Quality Assurance department. “Usually the bigger the part, the longer the machine will be tied up, and that’s a problem across the industry. If the part takes up most of the table, a CMM program with the tactile probe can take all day to run, if there are a couple of thousand points. This is why we’ve been looking for a way to improve our inspection time while still making sure we inspect the entire part.”
“When a new project comes in, we always try to predetermine how long the CMM runtime will be, how many positions and special fixtures are needed,” explains Matt Price, Quality Supervisor and lead CMM programmer for the Max Aerostructures Quality Assurance department. “Usually the bigger the part, the longer the machine will be tied up, and that’s a problem across the industry. If the part takes up most of the table, a CMM program with the tactile probe can take all day to run, if there are a couple of thousand points. This is why we’ve been looking for a way to improve our inspection time while still making sure we inspect the entire part.”Max tries to hold to a turn time of less than two hours for every product that needs CMM inspection in the quality lab, no matter the size of the part. This sort of aggressive targeting is challenging to face, but the business has consistently reaped the rewards of living up to such ambitious goals.
“One of the things we knew, is that was going to be difficult to achieve with the tactile probe,” says Price. “For the sheer number of points and features that we want to measure, we had to look for something a little bit different.”
The team had some previous experience with laser scanning technology, both with CMMs and portable measuring arms, but had ultimately found these solutions unable to meet their requirements, particularly with regard to speed of measurement and data noise. But with ambitious targets to be met to drive the business forward, Price was convinced by the promise of Hexagon’s latest generation of CMM laser scanner systems.
 “Non-contact inspection is something we have had our eyes on for a few years,” says Price. “When you can capture millions of points in just a matter of minutes you have to find a way to implement that technology into your inspection process. It’s just too much of a leap forward in metrology to ignore and it’s clearly the next big thing in measurement strategy.”
“Non-contact inspection is something we have had our eyes on for a few years,” says Price. “When you can capture millions of points in just a matter of minutes you have to find a way to implement that technology into your inspection process. It’s just too much of a leap forward in metrology to ignore and it’s clearly the next big thing in measurement strategy.”In 2020, Max added Hexagon’s HP-L-10.6 Laser Scanning Sensor to their toolkit, and immediately saw the benefits with a remarkable 70 percent reduction in total inspection time. The next step came only a year later, with the ground-breaking HP-L-10.10 Laser Scanning Sensor, which Hexagon launched in September 2021 and Max Aerostructures immediately ordered. The results were just as dramatic, with inspection times recorded with the HP-L-10.6 at 45 minutes reduced to just 7 minutes with the HP-L-10.10.
“When you have large parts with thousands of points using the tactile probe, it’s going to take hours. There’s just no way around it.”
Matt Price
Quality Supervisor
Max Aerostructures Quality Assurance Department
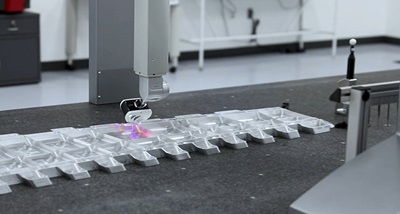
The HP-L-10.10 integrates Hexagon’s innovative SHINE technology (Systematic High-Intelligence Noise Elimination), which allows it’s blue-light laser to move extremely quickly over surfaces and features of varying colours and finishes while collecting incredibly clean, high-density point-cloud data. The scanner’s versatile default measurement profile that uses automatic exposure adjustment on a point-by-point basis makes it ideal for integration within an automated inspection system.
 “I figured we were sort of taking the next baby-step forward and it would be a little better than the products I had seen previously, just with better performance”, says Price. “But the 10.10 was fast – I cannot understate how fast that laser can scan. The Hexagon engineers showed a few different people a sample scan as they walked into the room and everyone said the same thing: ‘it’s scanning right now?’ It literally scans at the upper limits of the machine move speed.”
“I figured we were sort of taking the next baby-step forward and it would be a little better than the products I had seen previously, just with better performance”, says Price. “But the 10.10 was fast – I cannot understate how fast that laser can scan. The Hexagon engineers showed a few different people a sample scan as they walked into the room and everyone said the same thing: ‘it’s scanning right now?’ It literally scans at the upper limits of the machine move speed.”
With the speed and performance of the HP-L-10.10, the CMM becomes an option for in-process checks because the bottleneck of first-part inspection is gone. This allows for in-process reduced program checks, where a part is simply loaded, a few sections are scanned, the colour map is checked, and the production machines can just keep running without the need to wait on QA feedback.
“That’s where the laser scanning comes in and does its best work and makes its biggest gains. It’s able to capture so much data at once, so you don’t have that downtime on the shop floor where production is waiting on feedback – there’s only so much programming you can do to accelerate the process with only a tactile probe.”
“Customers are often keen to know details about our CMM capacity, because in some businesses inspection can be a really big bottleneck to production. Whenever we talk to customers or take them around the shop, instead of trying to hide the inspection group, we take them right in, we show them the technology we’re using. With the 10.10, we can openly say, ‘this is the way most people are doing it; this is how we are doing it. We don’t have capacity restraints, downtime. Here is our wait time; everything is done in less than two hours.’ We are very proud of that side of the business.”
“I figured we were sort of taking the next baby-step forward and it would be a little better than the products I had seen previously, just with better performance”, says Price. “But the 10.10 was fast – I cannot understate how fast that laser can scan. The Hexagon engineers showed a few different people a sample scan as they walked into the room and everyone said the same thing: ‘it’s scanning right now?’ It literally scans at the upper limits of the machine move speed.”With the speed and performance of the HP-L-10.10, the CMM becomes an option for in-process checks because the bottleneck of first-part inspection is gone. This allows for in-process reduced program checks, where a part is simply loaded, a few sections are scanned, the colour map is checked, and the production machines can just keep running without the need to wait on QA feedback.
“That’s where the laser scanning comes in and does its best work and makes its biggest gains. It’s able to capture so much data at once, so you don’t have that downtime on the shop floor where production is waiting on feedback – there’s only so much programming you can do to accelerate the process with only a tactile probe.”
“Customers are often keen to know details about our CMM capacity, because in some businesses inspection can be a really big bottleneck to production. Whenever we talk to customers or take them around the shop, instead of trying to hide the inspection group, we take them right in, we show them the technology we’re using. With the 10.10, we can openly say, ‘this is the way most people are doing it; this is how we are doing it. We don’t have capacity restraints, downtime. Here is our wait time; everything is done in less than two hours.’ We are very proud of that side of the business.”
“With the HP-L-10.10, we don’t have c apacity constraints – we don’t even have run time.”
Matt Price
Quality Supervisor
Max Aerostructures Quality Assurance Department
Among the biggest part packages handled by the inspection team at Max Aerostructures is a wing rib. Machines are running production on these parts lights out, 24/7, and supporting the inspection needs that come out of that continuous production is a key task for the quality lab.
“We need to check those parts fast, and just being able to put that part on the CMM and run it under an hour is amazing,” Price explains. “We’ve found that the bigger the part, the better the overall reduction in inspection time with the HP-L-10.10., and we’ve already seen that gain going from the 10.6 to the 10.10 on this part. But that’s an 18-part number package that runs in batches of 4, and this could really open the door to allow the team to do even more.”
 Alongside their acquisition of the HP-L-10.10 scanner, Max Aerostructures also added Hexagon’s PULSE monitoring solution, which delivers real-time information within a single intuitive dashboard. Designed to ensure data integrity while also improving safety and security in modern shop-floor inspection conditions, PULSE uses a network of sensors to record variations in temperature, vibration and humidity in the vicinity of the CMM. This comes together with equipment status alerts and crash notifications to create a comprehensive CMM monitoring system delivering the information needed to maintain maximum productivity.
Alongside their acquisition of the HP-L-10.10 scanner, Max Aerostructures also added Hexagon’s PULSE monitoring solution, which delivers real-time information within a single intuitive dashboard. Designed to ensure data integrity while also improving safety and security in modern shop-floor inspection conditions, PULSE uses a network of sensors to record variations in temperature, vibration and humidity in the vicinity of the CMM. This comes together with equipment status alerts and crash notifications to create a comprehensive CMM monitoring system delivering the information needed to maintain maximum productivity.
“You’re kind of getting a health report card on the machine, and when you can’t keep an eye on it 24 hours a day, it keeps a log or sends you an email when something happens,” explains Price. “That helped me not only to look into something that might have happened, but also let me know that nothing dramatic did happen.”
“I first used it when we thought we were having trouble with the machine. As we were trying to determine the root cause, I opened up PULSE and saw there had been a big swing in vibration and air pressure at that time. From that we were able to root out the problem – our air pressure was a little low, which was quickly fixed. PULSE is a great tool to have.”
“We need to check those parts fast, and just being able to put that part on the CMM and run it under an hour is amazing,” Price explains. “We’ve found that the bigger the part, the better the overall reduction in inspection time with the HP-L-10.10., and we’ve already seen that gain going from the 10.6 to the 10.10 on this part. But that’s an 18-part number package that runs in batches of 4, and this could really open the door to allow the team to do even more.”
Alongside their acquisition of the HP-L-10.10 scanner, Max Aerostructures also added Hexagon’s PULSE monitoring solution, which delivers real-time information within a single intuitive dashboard. Designed to ensure data integrity while also improving safety and security in modern shop-floor inspection conditions, PULSE uses a network of sensors to record variations in temperature, vibration and humidity in the vicinity of the CMM. This comes together with equipment status alerts and crash notifications to create a comprehensive CMM monitoring system delivering the information needed to maintain maximum productivity.“You’re kind of getting a health report card on the machine, and when you can’t keep an eye on it 24 hours a day, it keeps a log or sends you an email when something happens,” explains Price. “That helped me not only to look into something that might have happened, but also let me know that nothing dramatic did happen.”
“I first used it when we thought we were having trouble with the machine. As we were trying to determine the root cause, I opened up PULSE and saw there had been a big swing in vibration and air pressure at that time. From that we were able to root out the problem – our air pressure was a little low, which was quickly fixed. PULSE is a great tool to have.”
“There can only be one brand that you really trust the most and for me its Hexagon.”
Matt Price
Quality Supervisor
Max Aerostructures Quality Assurance Department
Looking ahead, Price is satisfied with the expertise and support his team have received from Hexagon and sees no reason to look to other manufacturers for future solutions.
“I’ve used lots of different metrology products over the last 15 years,” says Price. “There can only be one brand that you really trust the most and for me its Hexagon. The math behind the scenes, the program controls, the collision detections, ease of use and accuracy are best in class. I have always said that there aren’t any limitations in the software or hardware I’ve worked with from Hexagon, it’s just about finding a way to use it, whether it be from the forums or the help desk.”
“Hexagon has always had a wide selection of technology historically and is also constantly developing new products. I believe they’re the world leaders in metrology, so it only makes sense to start with Hexagon when researching new software and hardware."
“I’ve used lots of different metrology products over the last 15 years,” says Price. “There can only be one brand that you really trust the most and for me its Hexagon. The math behind the scenes, the program controls, the collision detections, ease of use and accuracy are best in class. I have always said that there aren’t any limitations in the software or hardware I’ve worked with from Hexagon, it’s just about finding a way to use it, whether it be from the forums or the help desk.”
“Hexagon has always had a wide selection of technology historically and is also constantly developing new products. I believe they’re the world leaders in metrology, so it only makes sense to start with Hexagon when researching new software and hardware."

