High throughput aeroengine blade measurement solution
Up to five times improved measurement cycle times
Contact us
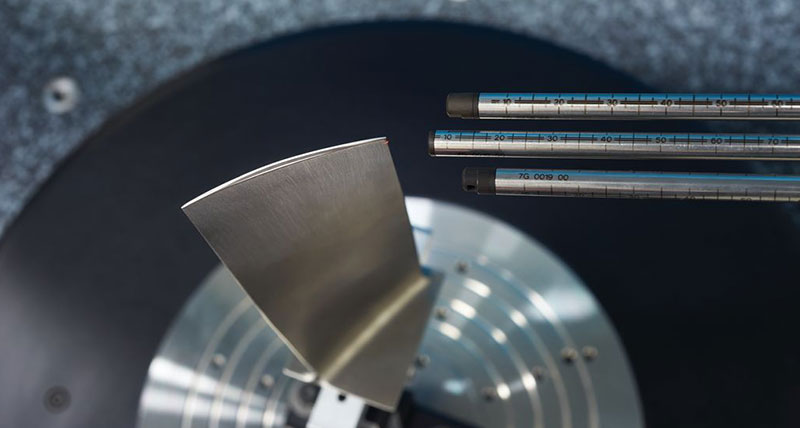
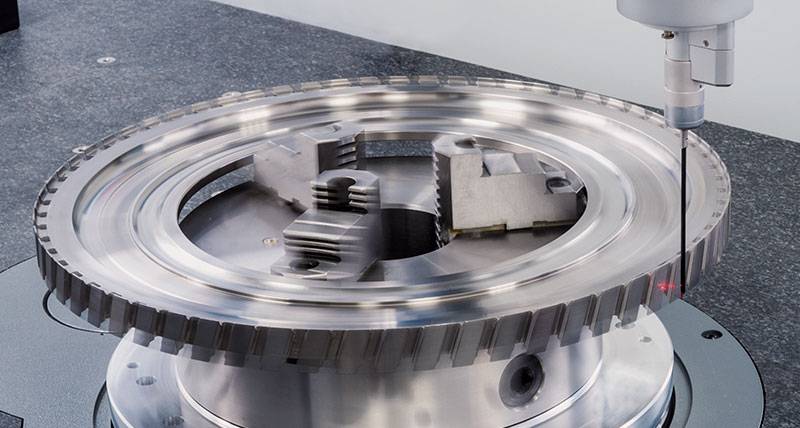
Using non-contact HP-O Sensor technology
Traditionally, the measurement of a compressor blade required use of a contact scanning probe. This often causes probe ball compensation error as the probe travels around the leading edge of the blade. By utilising the HP-O sensor, a non-contact short range laser probe, the user can measure the sharp leading-edge profile with an 11 μm laser spot, eliminating probe ball compensation error often found with contact probing.
The HP-O Multi optical sensor allows for high-speed, non-contact measurement of complex aerofoil geometries and all production surface finish states without the requirement of additional coating or preparation. The unique modulated frequency laser interferometry technology provides rapid scanning at submicron uncertainty making it the preferred solution for all blade characteristics.
Parametric software suite
When creating measurement operations for compressor blades, the existing process requires the user to develop the routines line by line. GLOBAL S HTA’s parametric blade measurement software suite allows for text files to be fed into the software, removing the need to program in this time-consuming manner. Reduced program creation and deployment time using enhanced measurement methods and measurement task development tools mean it takes minutes to create and deploy complex individual 2D and 3D blade measurement operations. The BladeSmart software, powered by QUINDOS, also gives users the option to choose various alignment options such as dedicated root holding fixtures, 6-point nest or 19-point dovetail alignments. Along with these options, the GLOBAL S HTA includes a simple shop-floor interface, BladeRunner, that gives the user a range of selection options such as: part, manufacturing operation, serial number and aerofoil section selection. This simple interface allows for a quicker set-up time, that is often required for high-production aerospace facilities.
When reporting, the blade measurement software produces a one-page spreadsheet output report. The interactive exploded aerofoil plot will tell users if their blade is good or bad, while historical aerofoil dimensions are automatically sent to a statistical process control (SPC) software, such as Q-DAS or DataPage+.Compact shop-floor solution
In addition to throughput, a growing concern for many manufacturers is factory floor space. The GLOBAL S HTA offers a small footprint and is suitable for any size production environment, requiring access to only two sides of the system.The system contains an integrated rotary table that is built into the granite, allowing for 4-axis scanning. Thermal compensation and passive vibration isolation reduces influence on measurement data in environments with active forging and press operations. Additionally, the system includes contamination prevention to mitigate against airborne contaminants.