Quality assurance of orthopaedic implants
Multisensor measurement of hip joint, knee joint and disc prosthetics
Would you like to know more?
Q-DAS The development dynamic of the medical industry is nearly without parallel in any other industry. New materials, production methods, and optimised designs drive innovation in orthopaedic implants for hips, knees and the spinal column. These products are characterised by high geometric accuracy and surface quality, long service life and biocompatibility. This enables patients to benefit from fast healing success and reliable long-term function.
Thanks to their flexibility, multisensor and optical coordinate measuring machines (CMMs) from Hexagon Manufacturing Intelligence are optimised for complex geometric measurements, complete monitoring and seamless documentation, all of which are essential to the quality assurance of implant components.
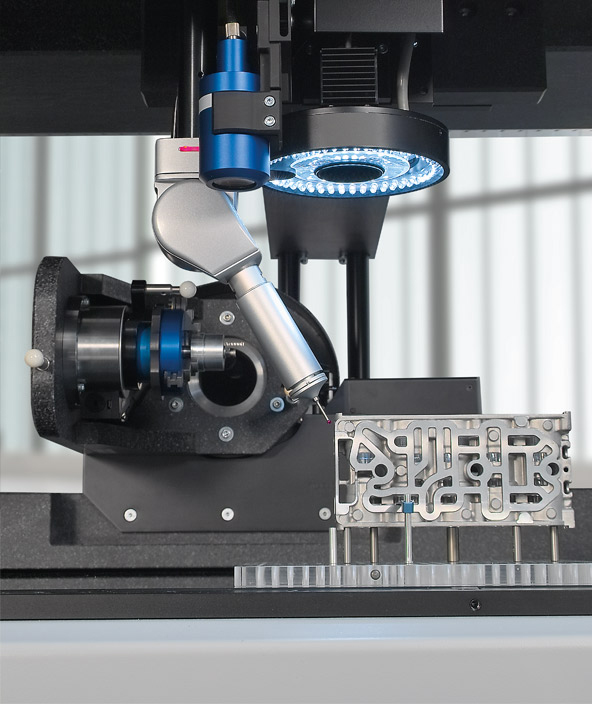
The precise fit of the conical jam-fit between the ball head and hip stem, as well as between the hip socket and insert, is especially important for the functioning and product safety of the implant.
In just a single measurement process, the cone shape at the hip stem is optically inspected. Function-relevant features include the taper angle and diameter, the straightness of a line on the cone surface, and the contact length between the shaft cone and the ball head. In addition, the roundness of any cone cross-section can be inspected tactilely.
To determine the shape of the hip socket and the insert, individual 2D line profiles are recorded with a tactile scan and their roundness evaluated. The line profile tolerance is checked by comparing the scanned contour with the CAD model.
Using a tactile scan, the dimensional accuracy of the ball head is determined by inspecting roundness deviations from the ideal geometric shape.
The looping in PC-DMIS enables the repeated execution of a programmed scan track. The resulting high-resolution point cloud is the basis for fast target-to-actual comparisons of the implant surface geometry with CAD data.
If input-only tasks, such as loop programming, are carried out offline, the productivity of the measuring machine can be increased even more.
Thanks to their flexibility, multisensor and optical coordinate measuring machines (CMMs) from Hexagon Manufacturing Intelligence are optimised for complex geometric measurements, complete monitoring and seamless documentation, all of which are essential to the quality assurance of implant components.
Greater inspection efficiency and reliability
Complete checking of implants requires short measurement cycles. Seamlessly documented quality verification is required so that production processes can be validated. Hexagon Manufacturing Intelligence multisensor and optical measuring machines fulfil these optimisation criteria.- A large number of measuring points are recorded at the same time in the field of view of the vision sensor without any contact being made. Measurement in this view offers considerable speed advantages over conventional probing.
- The combination of a variety of different sensors in a single machine enables the recording of all the features of every single implant. This makes faster, more comprehensive and more reliable quality evaluations possible.
- Two independent sensor axes (Optiv Dual-Z) guarantee collision-free accessibility to the inspection features. This avoids multiple clampings and reduces set-up times.
- Traversal paths calculated and smoothed via path optimisation and FlyMode technology increases measurement throughput.
- The dynamic machine concept offers high volumetric accuracy, high axis speeds and high probing rates in scanning mode. This increases part throughput and reduces inspection costs.
- Using the Q-DAS statistics package, measurement data sets are statistically evaluated and documented. With regard to data security, the software is compliant with FDA and EU standards. The user benefits from the fast provision of key indicators (determined in accordance with the applicable standards) for evaluating and controlling the production process.
Measuring hip joint implants in a single clamping
The precise fit of the conical jam-fit between the ball head and hip stem, as well as between the hip socket and insert, is especially important for the functioning and product safety of the implant.In just a single measurement process, the cone shape at the hip stem is optically inspected. Function-relevant features include the taper angle and diameter, the straightness of a line on the cone surface, and the contact length between the shaft cone and the ball head. In addition, the roundness of any cone cross-section can be inspected tactilely.
To determine the shape of the hip socket and the insert, individual 2D line profiles are recorded with a tactile scan and their roundness evaluated. The line profile tolerance is checked by comparing the scanned contour with the CAD model.
Using a tactile scan, the dimensional accuracy of the ball head is determined by inspecting roundness deviations from the ideal geometric shape.
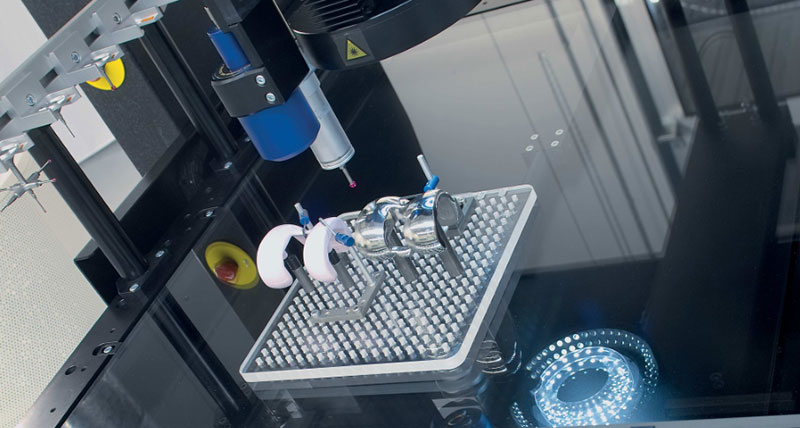
Contact-free scanning of knee joint and disc prosthetics
The kinematics of knee joint and disc prosthetics is complex. The perfectly matching geometries of the articulating joint surfaces maximise manoeuvrability. The measuring task consists of using the chromatic white light sensor (CWS) to measure different functional surfaces without making contact. The measurement principle of the sensor also permits use on high-gloss and mirror-polished surfaces.The looping in PC-DMIS enables the repeated execution of a programmed scan track. The resulting high-resolution point cloud is the basis for fast target-to-actual comparisons of the implant surface geometry with CAD data.
If input-only tasks, such as loop programming, are carried out offline, the productivity of the measuring machine can be increased even more.