Temperature locked out
Krones AG - Germany
Contact us

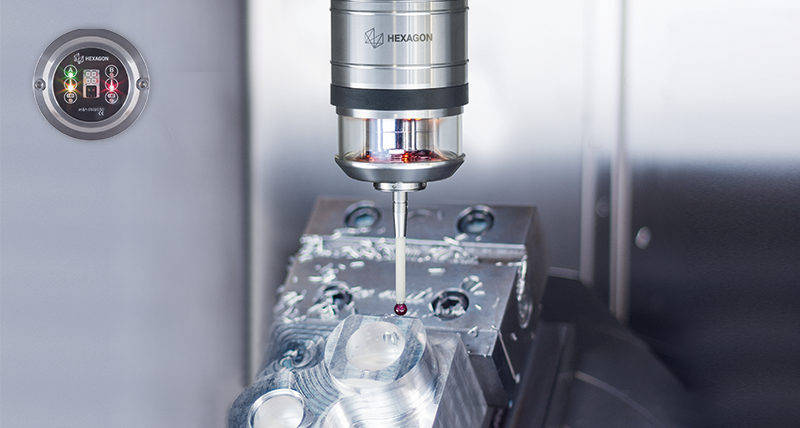
The temperatures of the machining spindles cause considerable thermal growth to the touch probe and falsify the measured values, especially in Z direction. With the thermally insulated THERMO-LOCK® touch probe from m&h, Krones AG in Neutraubling can refer to stable measuring conditions and reliable measured values.
Krones AG in Neutraubling manufactures thousands of blow moulds every year for drinks bottles. The world’s leading manufacturer of drinks bottling and packaging plants not only manufactures the blow moulds for initial stocking of the plants during installation, but also for the replacement needs of its customers.
Around 8,300 employees in Germany, including approx. 5,500 employees at the site in Neutraubling, and over 10,500 employees worldwide ensure global market penetration and contribute to the success of the company.
 In the blow moulding division, more than 50 employees operate in multiple shifts to mill aluminium moulds on 15 machining centres and 2 turning centres. The bottles are blown into these blow moulds from plastic films, immediately before they are filled. These moulds usually have a length of approx. 350 mm and a diameter of approx. 160 mm. Because these blow moulds are integrated in the bottling plants, numerous series of identical mould halves can be manufactured.
In the blow moulding division, more than 50 employees operate in multiple shifts to mill aluminium moulds on 15 machining centres and 2 turning centres. The bottles are blown into these blow moulds from plastic films, immediately before they are filled. These moulds usually have a length of approx. 350 mm and a diameter of approx. 160 mm. Because these blow moulds are integrated in the bottling plants, numerous series of identical mould halves can be manufactured.
The moulds are milled from aluminium, whereby certain areas are initially produced with an allowance. The position is then determined with touch probes. A separate program in the controller ensures the appropriate work offset for overmilling. After overmilling, the allowance is measured again with the touch probe and then milled with these correction values. The result is checked again with the probe before the mould is removed from the machine. Because of the high throughput of moulds, measuring at Krones has long been an integral part of the automated process. Despite temperature-stabilised production areas, the measured values can deviate and scatter when measuring on the machines.
“The main problems can usually be found in the Z axis”, says Georg Hofmeister, head of the blow moulding production team at Krones.
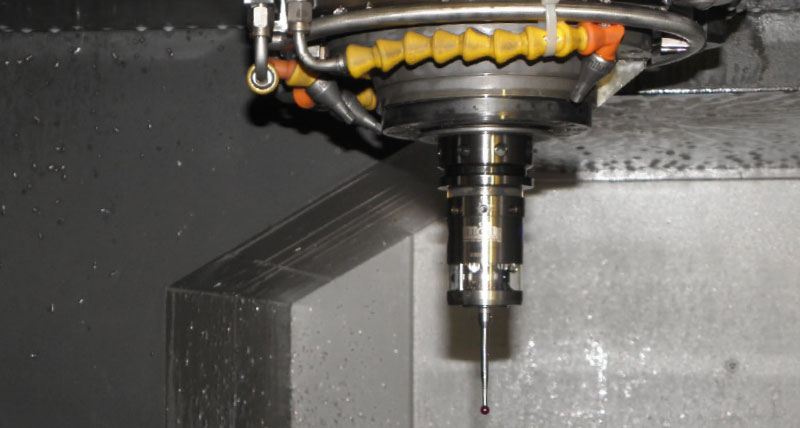
A major cause is temperature development in the work spindles. Although spindle cooling noticeably reduces the temperature level, especially the temperature of the stators. The internal rotors heat up sharply, however, especially with HSC spindles, and transfer their heat to the tools in the spindle mount. After replacing it in the spindle, a touch probe, which is stored at about 24 °C in the magazine, heats up so much that thermal expansion causes it to shoot forward very quickly by more than one hundredth. With larger touch probes and, depending on the design in aluminium or steel, even several hundredths or more of expansion have been measured. This temperature increase is included in the analyses as an unrecognised measurement fluctuation.
m&h has developed a probe using patented THERMO-LOCK®technology to counteract this distorting thermal influence. These probes have an insulator between the shank and the actual probe body, which thermally separates the probe from its shank. The heat can thus only pass into the HSK housing, but not to the probe body. This prevents thermal expansion and the usual sudden extension of the touch probe during the measuring process.
Only when I measure, do I know that it fits
When Krones used the THERMO-LOCK® probe, the measured values were immediately more stable than before. This probe now delivers very even values, especially in Z direction. This not only ensures that mould making has greater process reliability, but also enables the tight manufacturing tolerances in the mould length and on the mould parting lines to be realised in automated production.
“After making the critical cuts, we take the measurements”, says Achim Hirschmann, machine operator at Krones. “Then I know it fits.”
Although automatic production has been trimmed to the shortest possible cycles, the regular measurement of workpieces still has a firm place in the production process. During setup, the probe is already used to align the part and to find the zero point. The workpiece is then milled with an allowance and the touch probe measures the actual allowance. These measurements provide the correction values so the moulds can then be milled to the finished zero dimension. It is then measured again to monitor the milling process.