La Temperatura È Bloccata
Krones AG - Germania
Contattateci

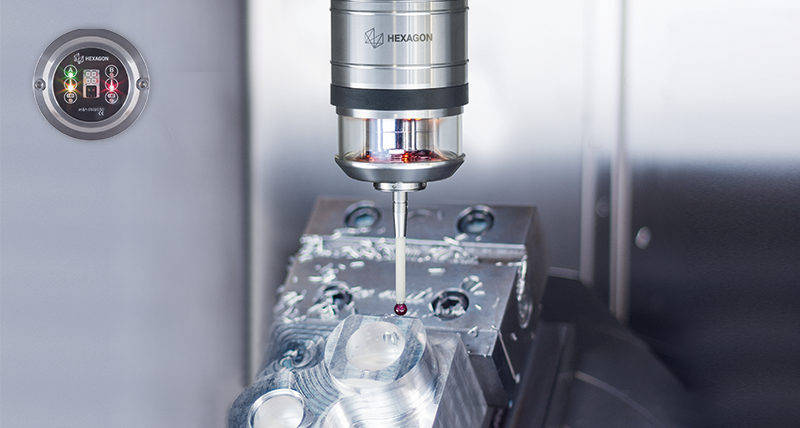
Le temperature dei mandrini di lavorazione causano una notevole trasmissione di calore verso il tastatore di misura, falsando i valori misurati soprattutto nella direzione dell’asse Z. Con il tastatore di misura THERMO-LOCK® a isolamento termico di m&h la società Krones AG di Neutraubling può contare su condizioni di misura stabili e valori di misurazione affidabili.
Il reparto di produzione di stampi per soffiaggio della Krones AG di Neutraubling produce ogni anno migliaia di stampi per le bottiglie delle bevande. Il produttore leader mondiale di impianti di imbottigliamento e imballaggio non realizza solo gli stampi per soffiaggio per il primo equipaggiamento degli impianti durante l’installazione, ma anche quelli destinati al fabbisogno di ricambi dei suoi clienti.
Circa 8.300 collaboratori in Germania, di cui circa 5.500 solo nel sito di Neutraubling, e oltre 10.500 collaboratori nel mondo assicurano una presenza sul mercato a livello mondiale e contribuiscono al successo dell’azienda.
 Nel reparto di produzione di stampi per soffiaggio più di 50 collaboratori distribuiti su 15 centri di lavoro e 2 centri a tavola rotante fresano gli stampi dall’alluminio operando su più turni. Negli stampi le bottiglie vengono soffiate da pellicole di plastica subito prima di essere riempite. Uno stampo di questo tipo di norma è lungo circa 350 mm con un diametro di circa 160 mm. Dato che gli stampi sono integrati negli impianti di imbottigliamento, vengono prodotte molteplici serie di semistampi aventi la stessa tipologia costruttiva.
Nel reparto di produzione di stampi per soffiaggio più di 50 collaboratori distribuiti su 15 centri di lavoro e 2 centri a tavola rotante fresano gli stampi dall’alluminio operando su più turni. Negli stampi le bottiglie vengono soffiate da pellicole di plastica subito prima di essere riempite. Uno stampo di questo tipo di norma è lungo circa 350 mm con un diametro di circa 160 mm. Dato che gli stampi sono integrati negli impianti di imbottigliamento, vengono prodotte molteplici serie di semistampi aventi la stessa tipologia costruttiva.
Gli stampi vengono fresati dall’alluminio, laddove determinate zone vengono realizzate inizialmente con un sovrametallo. Successivamente i tastatori di misura determinano la posizione. Un programma specifico nel controllo assicura lo spostamento conforme del punto zero per la sovrafresatura. Dopo la sovrafresatura, il tastatore misura nuovamente il sovrametallo; con questi nuovi valori di correzione si procede poi alla fresatura di finitura. Prima che lo stampo venga tolto dalla macchina, il tastatore di misura controlla ancora una volta il risultato. Dati gli alti volumi di stampi, in Krones la misurazione è da tempo parte integrante del processo automatizzato. Nonostante i locali di produzione siano a temperatura stabilizzata, durante la misurazione nelle macchine i valori misurati mostravano scostamenti e variabilità.
“I problemi principali sono per lo più sull’asse Z”, afferma Georg Hofmeister, direttore del team di produzione del reparto produzione di stampi per soffiaggio di Krones.
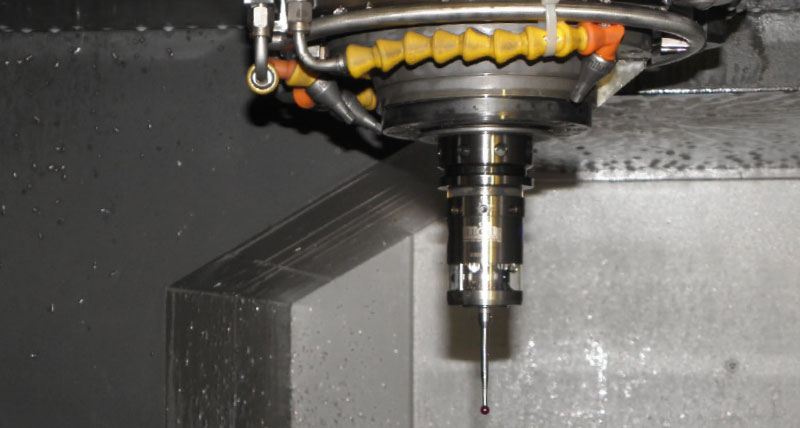
Questo è in gran parte dovuto allo sviluppo di temperatura nei mandrini di lavoro. I raffreddamenti mandrino abbassano il livello di temperatura in maniera percettibile, soprattutto degli statori. Tuttavia i rotori posti internamente si riscaldano in modo accentuato, soprattutto con i mandrini HSC, e cedono il calore agli utensili presenti nell’attacco mandrino. Dopo il cambio nel mandrino, un tastatore di misura che nel magazzino presentava una temperatura di circa 24° C si surriscalda fino a scattare in avanti di più di un centesimo in un tempo brevissimo a causa della dilatazione termica. A seconda delle dimensioni del tastatore di misura e del modello costruttivo, in alluminio o acciaio, si misurano diversi centesimi o più di dilatazione. Questo aumento di temperatura si traduce nelle analisi in un’oscillazione di misura non riconosciuta.
Per contrastare questo influsso termico distorsivo m&h ha sviluppato un nuovo tastatore di misura con tecnologia brevettata THERMO-LOCK®. Questi tastatori dispongono di un isolatore posto tra il cono utensile e il corpo vero e proprio del tastatore, il quale separa termicamente il tastatore dal cono. In questo modo il calore può essere trasmesso solo all’attacco HSK, non al corpo del tastatore. Si impedisce così la dilatazione termica e quindi l’allungamento discontinuo del tastatore durante il processo di misura.
Solo quando misuro ho la certezza che va bene
Con l’impiego del tastatore THERMO-LOCK® i valori di misura rilevati presso Krones sono stati subito più stabili rispetto al passato. Questo tastatore fornisce valori estremamente uniformi soprattutto nella direzione dell’asse Z. La produzione di stampi non acquisisce solo una maggiore sicurezza di processo, ma è in grado di realizzare le strette tolleranze di produzione nella lunghezza e nei piani di separazione dello stampo anche nella produzione automatizzata.
“La misurazione viene fatta dopo i tagli critici”, afferma Achim Hirschmann, operatore macchina presso Krones. “Così ho la certezza che vanno bene.”
Sebbene la produzione automatizzata sia strutturata su cicli il più possibile brevi, la misurazione regolare dei pezzi rimane un punto fisso nel processo produttivo. Già durante la dotazione il tastatore di misura trova impiego nell’allineamento del pezzo e la ricerca del punto zero. Successivamente si procede con una fresatura con sovrametallo, dove il tastatore misura il sovrametallo effettivo. I valori misurati determinano i valori di correzione per poter poi fresare a finire gli stampi sulla misura zero. Infine si procede a una nuova misurazione per controllare il processo di fresatura.