Five-axis parts in series
Color Metal GmbH - Germany
Contact us
Ever greater time pressure and the need to produce as economically as possible have induced the mould production of Color Metal moved in Heitersheim in the Baden region to invest in an automated manufacturing system with two five-axis machining centres by Grob and a large pallet feed by Schuler.
 The Color Metal company employs about 85 employees to manufacture injection moulds up to a size of about 10 tons for many application areas, such as medical technology, automotive, household appliances, plumbing and others. In the new automated system, individual pieces, such as mould assemblies and mould inserts, are manufactured in series, so to speak. In this way, downtime can be avoided, and the expensive machines work virtually around the clock as well as on weekends and holidays. Both the Grob G550 and the Grob G350 are equipped with the m&h Laser Tool Setter and probes by m&h.
The Color Metal company employs about 85 employees to manufacture injection moulds up to a size of about 10 tons for many application areas, such as medical technology, automotive, household appliances, plumbing and others. In the new automated system, individual pieces, such as mould assemblies and mould inserts, are manufactured in series, so to speak. In this way, downtime can be avoided, and the expensive machines work virtually around the clock as well as on weekends and holidays. Both the Grob G550 and the Grob G350 are equipped with the m&h Laser Tool Setter and probes by m&h. The m&h probes are known at Color Metal from many years of operational experience. After all, they started a long time ago to replace other brands with m&h probes. For this purpose, m&h offers so-called chameleon models which can be converted by a switch to the communication systems of other manufacturers. This allows existing receiving equipment and control connections of other systems to be used. Also, due to good experiences during repairs, where a loan probe was available within a day, now nearly all other probes have been replaced.
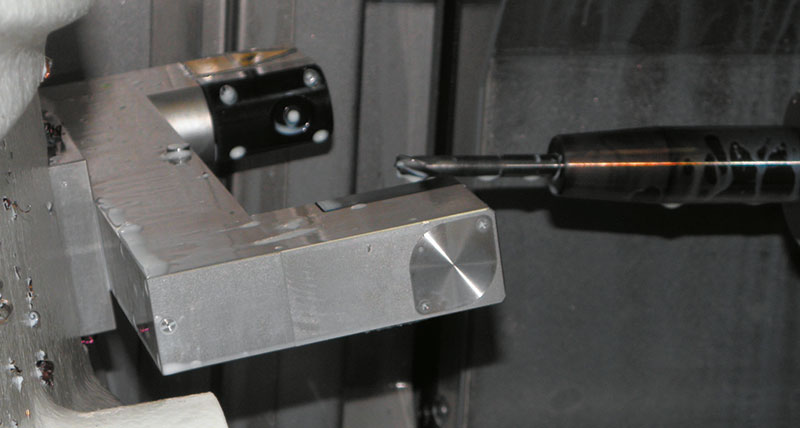
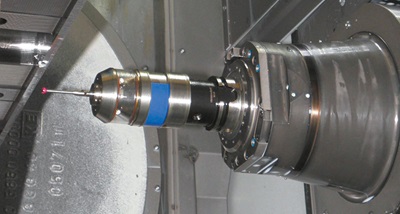
 The m&h probes communicate with the control via infra-red signals. For this, the HDR (High Data Rate) technology developed by m&h is used which, thanks to a high frequency and fixed signal sequences, ensures that no outside influences or light reflections can cause false signals leading to undesired production interruptions. A striking feature of these Grob G550 and G350 machines with horizontally arranged work spindle is their equipment with Laser Tool Setters by m&h. These Tool Setters are mounted on the machine table and follow any movement of the work table. Even if the Laser Tool Setters are pointing upwards in the most widely used operating position, they are still subject to constant coolant rain and flying chips.
The m&h probes communicate with the control via infra-red signals. For this, the HDR (High Data Rate) technology developed by m&h is used which, thanks to a high frequency and fixed signal sequences, ensures that no outside influences or light reflections can cause false signals leading to undesired production interruptions. A striking feature of these Grob G550 and G350 machines with horizontally arranged work spindle is their equipment with Laser Tool Setters by m&h. These Tool Setters are mounted on the machine table and follow any movement of the work table. Even if the Laser Tool Setters are pointing upwards in the most widely used operating position, they are still subject to constant coolant rain and flying chips. But this does not affect the functionality of the m&h laser. According to information from m&h, model 35.65 was developed with special emphasis on the practicality in the machine tool and, accordingly, has some special features compared to competitor products. These include not only reliable closing of lens by means of a slider which remains closed even when the compressed air is shut off and thus protects the laser even while it is turned off. To save on the expensive air curtain, the optics of the m&h laser are in a chamber which hermetically closes when the laser is switched off and fills with compressed air. When the optics are opened, this excess pressure of about 4 bar blows out a sharp jet of air and thoroughly removes dirt or coolant drops that may have deposited before the laser optics were opened. Furthermore, the measurement of tools is carried out under an air curtain, which prevents ingress of chips or spatter even when measuring at high rpm. Steffen Schniepper confirms: “Neither oil nor micro chips or coolant gumming affect the functionality of the m&h lasers.” These problems are known, however, all too well at Color Metal from experience with other makes. “Again and again we got the message: Laser not ready.” The m&h Laser Tool Setters do not create such shut-downs. “The m&h lasers have been functioning without any problems from the start.”
Neither oil nor micro chips or coolant gumming affect the functionality of the m&h lasers.Then he adds: “... and they are more accurate at that.” To arrive at this judgement, comparison measurements were carried out with different brands and the scattering patterns were compared. While with the other lasers measurement errors up to three tenths were registered, the m&h laser proved to be impeccable. The lasers from m&h were also highly praised regarding handling and application. “The cycles are easy to understand and designed to be user-friendly. With this, we can achieve much more,” says Steffen Schniepper. With the competitors’ products, only the tool length and radius could be measured. Problems and inaccuracies also occurred because it was difficult to find the centre; that is, to measure the tool exactly in the focus point of the laser. With the orientation of the m&h laser by means of a calibration pin and an alignment slot incorporated in the laser body, the exact alignment to the focus point of the laser is ensured. Together with the strong focusing of the laser beam compared to competitor products, this results in increased accuracy which leads to much better results especially with tools with very small diameters. Quite obviously, m&h has created noticeable relief for operators here and eliminated frequently occurring problems. All these are important criteria for Color Metal, since after all the Tool Setters are frequently accessed and used in automated operation.
 “We measure tool length and diameter, clamped in the work spindle,” explains Steffen Schniepper. Tool breakage control, however, is even more important for the production run. After each processing cycle, a brief examination is carried out whether the blades are still where they ought to be. “In the case of end mills, we check the presence of each blade,” explains Steffen Schniepper. “If a blade is missing, the pallet is removed and no longer processed. The affected tool is locked and a sister tool activated. The system automatically continues working with the next pallet.
“We measure tool length and diameter, clamped in the work spindle,” explains Steffen Schniepper. Tool breakage control, however, is even more important for the production run. After each processing cycle, a brief examination is carried out whether the blades are still where they ought to be. “In the case of end mills, we check the presence of each blade,” explains Steffen Schniepper. “If a blade is missing, the pallet is removed and no longer processed. The affected tool is locked and a sister tool activated. The system automatically continues working with the next pallet.
This saves a lot of money and time. Not only that it saves the tool presetting devices. “Previously, a tool breaking early in the processing sequence could lead to the loss of up to seven subsequent tools through collisions with it”, Steffen Schniepper describes the situation at that time. “Now we have process reliability in the automated system and save a lot of tools.” The staff can now look through the logs of the machine and pick up the discharged pallets in a targeted way, whereas previously they laboriously had to carefully check every workpiece to ensure that all operations had been carried out. “That took a lot of time, and if a drill was stuck in the hole because the pilot drill had broken, it cost at least half a day’s work. An expensive undertaking, especially in deep-hole drills. Today we have the assurance that all shapes are carried out. If errors are discovered only during assembly, this is expensive and time-consuming. ” The automatic tool breakage control means a person no longer needs to check the pallets. An important argument, especially if it is not just about a night shift, but about an entire weekend of automated work.
 At Color Metal the ease of maintenance of the m&h laser is also emphasized, because these lasers have to be cleaned much less frequently than other models. This is due not least to the secure locking mechanism and the air curtain. The cleaning itself is carried out in just a few steps and is, depending on the employed model, done quickly and easily.
At Color Metal the ease of maintenance of the m&h laser is also emphasized, because these lasers have to be cleaned much less frequently than other models. This is due not least to the secure locking mechanism and the air curtain. The cleaning itself is carried out in just a few steps and is, depending on the employed model, done quickly and easily.
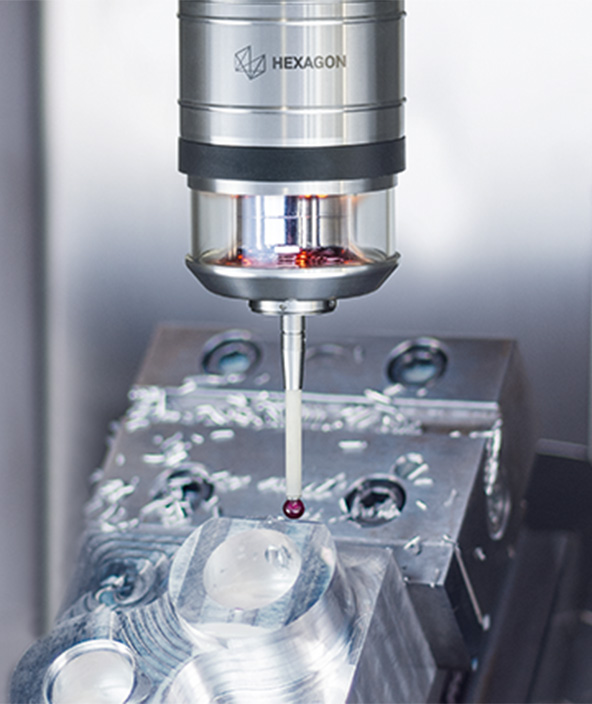
At Color Metal, significantly more is being milled today than previously and, wherever possible, will be finished by milling. Polishing is also done less and less. This is true even for the runner and the cone at the injection point. Therefore, milling cutters of up to 0.4 mm in diameter are used. The employee in hard milling relies on his colleague in soft processing to have correctly machined all contours. To ensure that this is really so, the checks are carried out in the clamping on the machine with the m&h 3D Form Inspect program. With this, a target-performance comparison of the milled contours with regard to the CAD template can be carried out in a few minutes. The machine operator can immediately see if the workpiece conforms to the tolerance or not, and can do any necessary reworking right away in the same clamping.
“In the past there have been incidents in which a part jammed during assembly,” Steffen Schniepper describes the situation at that time at Color Metal. “Nowadays, we measure each part in hard milling before it is taken out of the machine.In addition, customers insist on measurement protocols more and more often. This is also taken care of at the same time. We have become real h&m fans.”