Pieza individual - cinco ejes en serie
Color Metal GmbH - Alemania
Contacto
Una continua y creciente presión de tiempo y la necesidad de una fabricación en lo posible rentable, la construcción de moldes de la empresa Color Metal en Baden - Heitersheim se decidió a invertir en una instalación de fabricación automática con dos centros de mecanizado de cinco ejes de Grob y una alimentación grande de paletas de Schuler.
 La empresa Color Metal fabrica con aprox. 85 colaboradores
moldes por inyección hasta un tamaño de 10 t para diversos
campos de aplicación, como la tecnología médica, industria
automotriz, electrodomésticos, instalaciones sanitarias y
otros sectores. En la nueva instalación automatizada se fabrican
las piezas en serie, como por ejemplo bases e insertos de
molde. De esta forma se evitan tiempos de parada y las costosas
máquinas funcionan prácticamente las 24 horas incluidos
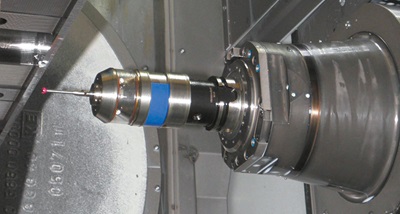
fines de semana y festivos. Tanto la Grob G550 como también
la Grob G350 están equipadas con medidor de herramienta
láser y sondas de m&h.
La empresa Color Metal fabrica con aprox. 85 colaboradores
moldes por inyección hasta un tamaño de 10 t para diversos
campos de aplicación, como la tecnología médica, industria
automotriz, electrodomésticos, instalaciones sanitarias y
otros sectores. En la nueva instalación automatizada se fabrican
las piezas en serie, como por ejemplo bases e insertos de
molde. De esta forma se evitan tiempos de parada y las costosas
máquinas funcionan prácticamente las 24 horas incluidos
fines de semana y festivos. Tanto la Grob G550 como también
la Grob G350 están equipadas con medidor de herramienta
láser y sondas de m&h.Las sondas de m&h son conocidas en Color Metal por varios años de experiencia de utilización. En definitiva, desde hace tiempo se inició el reemplazo de otras marcas por sondas m&h. Para ello m&h ofrece los llamados modelo “Camaleón”, en los cuales por conmutador se puede adaptar a los sistemas de comunicación de otros fabricantes. Así puede utilizarse el dispositivo existente de recepción y el enlace de control de otros sistemas. Con base en buenas experiencias en reparaciones , en las cuales durante un día se dispuso de una sonda prestada, entre tanto se han cambiado casi todas las sondas.
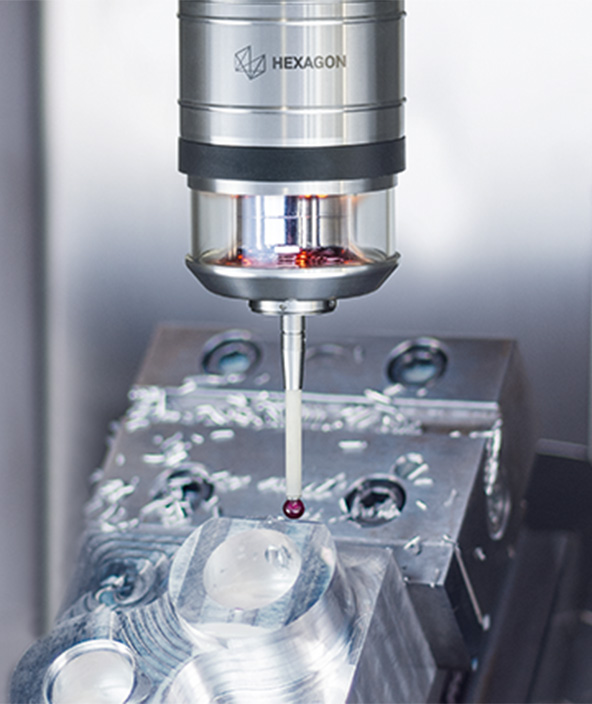
 Las sondas m&h se comunican con el control por medio
de señales infrarrojas. En ello se utiliza la tecnología HDR
desarrollada por m&h (High-Data-Rate), que a través de una
elevada frecuencia y secuencias de señal fijas, se encarga que
ninguna influencia exterior o reflejos de luz pueda generar señales
erróneas con interrupciones de producción no deseadas.
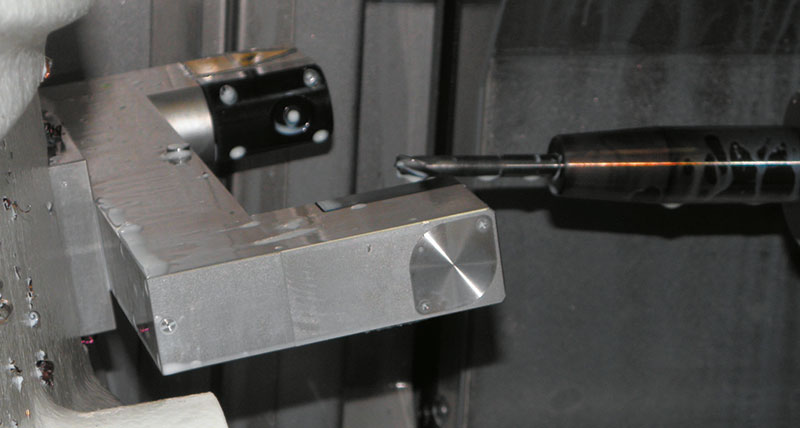
Una característica destacada de estas máquinas Grob G550 y
G350, con husillo de trabajo dispuesto en posición horizontal, es el equipamiento con medidores de herramienta Laser de
m&h. Estos medidores de herramienta están montados en
la mesa de la máquina y hacen todos los movimientos de la
mesa de trabajo. Incluso si los medidores de herramienta -
láser en las posiciones de trabajo más frecuentes se encuentran
indicando hacia arriba, están expuestos permanentemente
a lluvia de refrigerante y bombardeo de virutas.
Las sondas m&h se comunican con el control por medio
de señales infrarrojas. En ello se utiliza la tecnología HDR
desarrollada por m&h (High-Data-Rate), que a través de una
elevada frecuencia y secuencias de señal fijas, se encarga que
ninguna influencia exterior o reflejos de luz pueda generar señales
erróneas con interrupciones de producción no deseadas.
Una característica destacada de estas máquinas Grob G550 y
G350, con husillo de trabajo dispuesto en posición horizontal, es el equipamiento con medidores de herramienta Laser de
m&h. Estos medidores de herramienta están montados en
la mesa de la máquina y hacen todos los movimientos de la
mesa de trabajo. Incluso si los medidores de herramienta -
láser en las posiciones de trabajo más frecuentes se encuentran
indicando hacia arriba, están expuestos permanentemente
a lluvia de refrigerante y bombardeo de virutas.Esto no perjudica la capacidad de funcionamiento del láser - m&h. El modelo 35.65 según declaraciones de m&h, se desarrolló con especial atención en la utilidad práctica en la máquina herramienta, y en consecuencia muestra algunas particularidades en comparación con productos de la competencia. A ello pertenece no solamente el cierre seguro del sistema óptico a través de una corredera, que incluso con el aire comprimido desconectado permanece cerrada y protege el láser también estando apagado. Para ahorrar costoso aire de sellado, el sistema óptico del láser m&h se encuentra en una cámara, que al desconectar el láser cierra herméticamente y se llena con aire comprimido. Al abrir el sistema óptico, esta sobrepresión de aprox. 4 bares sopla con un fuerte chorro de aire hacia el exterior y elimina de forma fiable la suciedad o gotas de refrigerante, que se hayan depositado eventualmente delante de la apertura del sistema óptico láser. Además se realiza la medición de las herramientas bajo aire de sellado, lo que evita la penetración de virutas o salpicaduras también en la medición con elevados números de revoluciones. Steffen Schniepper afirma: “Ni aceite, micro-virutas o resinas de refrigerante afectan la capacidad de funcionamiento del láser m&h”. Color Metal conoce estos problemas de la experiencia con productos de otros fabricantes. “Una y otra vez teníamos el mensaje: Láser no está listo”. De los medidores de herramienta láser - m&h no se conocen más estas paradas. “Los láser - m&h funcionan desde un comienzo sin problemas”.
Ni aceite, micro-virutas o resinas
de refrigerante afectan la capacidad
de funcionamiento del láser m&h
Para añadir: “… y también son más exactos”. Para llegar a este
juicio, las mediciones de comparación se realizaron con las diferentes
marcas y se compararon las imágenes de dispersión.
Mientras con otros láser se registraron errores de medición de
hasta 3 décimas, los láser m&h son impecables. También se
elogia la manipulación y la aplicación de los láser - m&h. “Los
ciclos se comprenden fácilmente y son de manera muy fácil de
usar. Así podemos hacer mucho más”, dice Steffen Schniepper.
Con los productos de la competencia se podía medir solamente
la longitud y el radio de la herramienta. Se presentaban
también problemas e imprecisiones porque era difícil encontrar
el centro, es decir medir la herramienta exactamente en el
punto focal del láser. Con la alineación del láser - m&h por medio
de pin de calibración y una ranura de ajuste integrada en
el cuerpo del láser, se garantiza la alineación exacta sobre el
punto focal del láser. Junto con el fuerte enfoque del haz láser
en comparación con productos de la competencia resulta una
elevada precisión, que no por último también ofrece mejores
resultados en diámetros de herramienta muy pequeños. Es
evidente que m&h logró aquí un notable alivio para el operador
y eliminó problemas frecuentes.
Todo ello son para Color Metal importantes criterios, después
de todo los medidores de herramienta se llaman con frecuencia
y se utilizan en el funcionamiento automatizado.
 “Nosotros
medimos longitud y diámetro de herramienta, apretada en
el husillo de trabajo” aclara Steffen Schniepper. Pero más
importante para el proceso de producción es el control de
rotura de herramientas. Después de cada ciclo de mecanizado
se comprueba brevemente si los filos se encuentran donde
deben estar. “En las fresas de acabado controlamos cada
filo en cuanto a su presencia”, aclara Steffen Schniepper. Si
falta un filo la paleta sale y no se continua mecanizando. La
herramienta correspondiente se bloquea y se activa una herramienta
de reemplazo. La instalación continua funcionando
automáticamente con la paleta siguiente.
“Nosotros
medimos longitud y diámetro de herramienta, apretada en
el husillo de trabajo” aclara Steffen Schniepper. Pero más
importante para el proceso de producción es el control de
rotura de herramientas. Después de cada ciclo de mecanizado
se comprueba brevemente si los filos se encuentran donde
deben estar. “En las fresas de acabado controlamos cada
filo en cuanto a su presencia”, aclara Steffen Schniepper. Si
falta un filo la paleta sale y no se continua mecanizando. La
herramienta correspondiente se bloquea y se activa una herramienta
de reemplazo. La instalación continua funcionando
automáticamente con la paleta siguiente.
Esto ahorra considerablemente dinero y tiempo. No solamente
se ahorra el aparato de preajuste de herramientas. “Antes
cuando se rompía una herramienta en el ciclo de mecanizado,
costaba hasta siete herramientas consecutivas”, describe Steffen
Schniepper la situación de aquel tiempo. “Ahora tenemos
seguridad del proceso en la instalación auto-mática y ahorramos
muchas herramientas”. Ahora el colaborador puede ver
los protocolos de la máquina y tomar de forma orientada las
paletas expulsadas donde antes debía controlar exactamente
cada pieza si se habían realizado todos los mecanizados.
“Esto costaba mucho tiempo y cuando alguna vez una broca
se bloqueaba en el agujero porque la broca piloto estaba
rota, costaba mínimo medio día de trabajo. Algo costoso ante
todo en brocas para agujeros profundos. Hoy día tenemos la
seguridad que todas las geometrías están incluidas. Cuando
se descubren errores tan sólo en el montaje, es costoso y
demanda mucho tiempo”. El control automático de rotura de
herramientas ahorra la persona que debe mirar las paletas. Un argumento importante, ante todo cuando no solamente
se trata de un turno nocturno sino todo un fin de semana de
trabajo automatizado.
 En Color Metal se destaca también el fácil mantenimiento del
láser - m&h, porque este láser debe limpiarse mucho menos
que otros modelos. Esto se debe no en último lugar al mecanismo
seguro de cierre y al aire de sellado. La limpieza misma
se efectúa con pocas manipulaciones, y según el modelo
utilizado se realiza de forma rápida y sencilla.
En Color Metal se destaca también el fácil mantenimiento del
láser - m&h, porque este láser debe limpiarse mucho menos
que otros modelos. Esto se debe no en último lugar al mecanismo
seguro de cierre y al aire de sellado. La limpieza misma
se efectúa con pocas manipulaciones, y según el modelo
utilizado se realiza de forma rápida y sencilla.
En Color Metal hoy día se fresa mucho más que antes, donde
es posible se realiza fresado de acabado. Cada vez más se
bruñe menos. Esto se aplica incluso al canal de mazarota y
al cono en el punto de inyección. Por ello se utilizan fresas de
hasta 0,4 mm de diámetro. El operador de fresado duro confía
en que su colega en el trabajo blando ha mecanizado todos los
contornos de forma correcta.
Para que esto sea realidad con el software m&h 3D Form
Inspect se controla todavía en la sujeción de la máquina.
Con ello puede realizarse en pocos minutos una comparación
real-nominal de los contornos fresados frente al modelo CAD.
Los operadores de la máquina ven de inmediato si la pieza
tiene dimensiones exactas limitadas por tolerancias o no, y
pueden repasar inmediatamente y en la misma sujeción.
“Antes sucedía que una pieza se agarrotaba en el montaje”,
relata Steffen Schniepper la situación de aquel tiempo en
Color Metal. “Hoy día en el fresado duro medimos cada pieza
antes de que salga de la máquina. Además los clientes exigen
cada vez más protocolos de medición. Esto también se
cumple. Entre tanto somos verdaderos seguidores de m&h”.