Einzelteile fünfachsig in serie
Color Metal GmbH - Deutschland
Kontakt
Ständig steigender Termindruck und die Notwendigkeit möglichst wirtschaftlich zu fertigen, haben den Formenbau der Firma Color Metal im badischen Heitersheim bewogen, in eine automatisierte Fertigungsanlage mit zwei fünfachsigen Bearbeitungszentren von Grob und eine große Palettenzuführung von Schuler zu investieren.
 Die Firma Color Metal fertigt mit etwa 85 Mitarbeitern
Spritzgießformen bis zu einer Größe von etwa 10 t für
viele Anwendungsbereiche, wie Medizintechnik, Automobil,
Haushaltsgeräte Sanitär und andere Bereiche. Auf der
neuen, automatisierten Anlage werden Einzelstücke, wie
Formaufbauten und Formeinsätze sozusagen in Serie
gefertigt. Auf diese Weise können Stillstandszeiten
vermieden werden und die teuren Maschinen arbeiten
praktisch rund um die Uhr und über Wochenenden und
Feiertage. Sowohl die Grob G550 als auch die Grob G350
sind mit Laser-Werkzeugmesssystemen von m&h und
Messtastern von m&h ausgestattet.
Die Firma Color Metal fertigt mit etwa 85 Mitarbeitern
Spritzgießformen bis zu einer Größe von etwa 10 t für
viele Anwendungsbereiche, wie Medizintechnik, Automobil,
Haushaltsgeräte Sanitär und andere Bereiche. Auf der
neuen, automatisierten Anlage werden Einzelstücke, wie
Formaufbauten und Formeinsätze sozusagen in Serie
gefertigt. Auf diese Weise können Stillstandszeiten
vermieden werden und die teuren Maschinen arbeiten
praktisch rund um die Uhr und über Wochenenden und
Feiertage. Sowohl die Grob G550 als auch die Grob G350
sind mit Laser-Werkzeugmesssystemen von m&h und
Messtastern von m&h ausgestattet.Die Messtaster von m&h kennt man bei Color Metal bereits aus langjähriger Einsatzerfahrung. Schließlich hat man schon vor längerer Zeit begonnen, andere Fabrikate durch m&h-Taster zu ersetzen. Dazu bietet m&h sogenannte Chamäleon-Modelle an, bei denen per Schalter auf die Kommunikationssysteme anderer Hersteller umgestellt werden kann. So kann die vorhandene Empfangseinrichtung und Steuerungsverbindung anderer Systeme genutzt werden. Auch aufgrund guter Erfahrungen bei Reparaturen, bei denen innerhalb eines Tages ein Leihtaster zur Verfügung stand, hat man mittlerweile fast alle anderen Taster ausgetauscht.
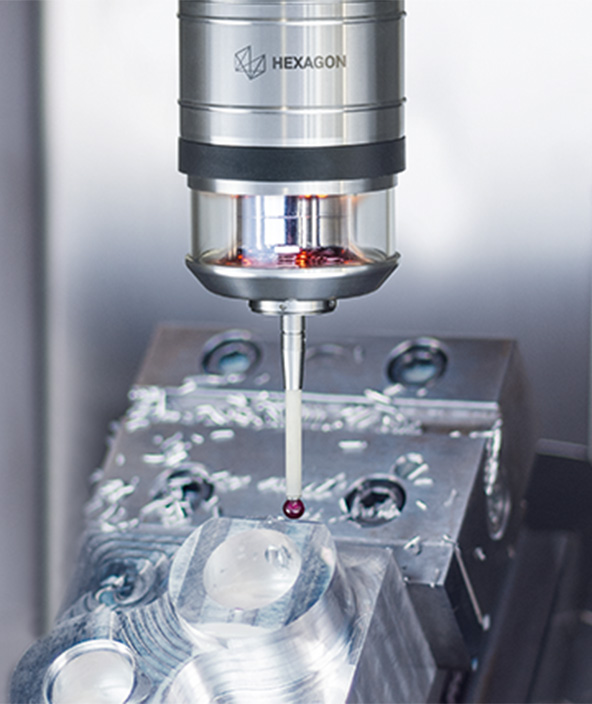
 Die m&h Messtaster kommunizieren mittels Infrarotsignalen
mit der Steuerung. Dabei kommt die von m&h entwickelte
HDR-Technologie zum Einsatz (High-Data-Rate), die über
eine hohe Frequenz und mit festen Signalabfolgen dafür
sorgt, dass keine Fremdeinflüsse oder Lichtreflexe zu
Fehlsignalen mit ungewollten Fertigungsunterbrechungen
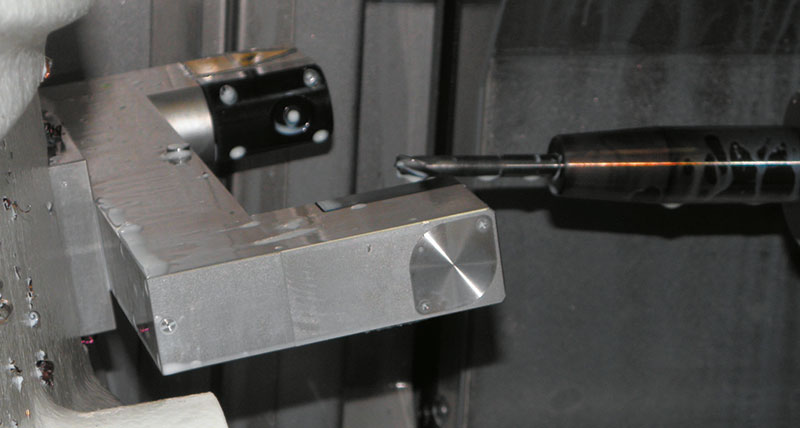
führen können. Auffallendes Merkmal dieser Grob G550 und G350 Maschinen, mit horizontal angeordneter
Arbeitsspindel, ist aber die Ausrüstung mit Laser-Toolsettern
von m&h. Diese Toolsetter sind an den Maschinentisch
montiert und machen jegliche Bewegungen des Arbeitstisches
mit. Auch wenn die Laser-Toolsetter in der meist
genutzten Arbeitsposition nach oben zeigend sitzen, sind
sie doch permanentem Kühlmittelregen und Spänebeschuss
ausgesetzt.
Die m&h Messtaster kommunizieren mittels Infrarotsignalen
mit der Steuerung. Dabei kommt die von m&h entwickelte
HDR-Technologie zum Einsatz (High-Data-Rate), die über
eine hohe Frequenz und mit festen Signalabfolgen dafür
sorgt, dass keine Fremdeinflüsse oder Lichtreflexe zu
Fehlsignalen mit ungewollten Fertigungsunterbrechungen
führen können. Auffallendes Merkmal dieser Grob G550 und G350 Maschinen, mit horizontal angeordneter
Arbeitsspindel, ist aber die Ausrüstung mit Laser-Toolsettern
von m&h. Diese Toolsetter sind an den Maschinentisch
montiert und machen jegliche Bewegungen des Arbeitstisches
mit. Auch wenn die Laser-Toolsetter in der meist
genutzten Arbeitsposition nach oben zeigend sitzen, sind
sie doch permanentem Kühlmittelregen und Spänebeschuss
ausgesetzt.Das tut aber der Funktionstüchtigkeit der m&h Laser keinen Abbruch. Das Modell 35.65 wurde, nach Angaben von m&h, mit besonderem Augenmerk auf die Praxistauglichkeit in der Werkzeugmaschine entwickelt und weist dementsprechend einige Besonderheiten im Vergleich zu Wettbewerbsfabrikaten auf. Dazu gehört nicht nur das sichere Verschließen der Optik über einen Schieber, der auch bei abgestellter Pressluft geschlossen bleibt und so den Laser auch im abgestellten Zustand schützt. Um teure Sperrluft zu sparen, befindet sich die Optik des m&h-Lasers in einer Kammer, die sich beim Abschalten des Lasers hermetisch verschließt und mit Druckluft füllt. Beim Öffnen der Optik bläst dieser Überdruck von etwa 4 bar mit scharfem Luftstrahl nach außen und entfernt zuverlässig Schmutz oder Kühlmitteltropfen, die sich eventuell vor der Öffnung der Laseroptik abgelagert haben. Zusätzlich erfolgt das Messen der Werkzeuge unter Sperrluft, was ein Eindringen von Spänen oder Spritzern auch beim Messen mit hohen Umdrehungszahlen verhindert. Steffen Schniepper bestätigt: „Weder Öl, noch Mikrospäne oder Kühlmittelverharzungen beeinträchtigen die Funktionstüchtigkeit der m&h-Laser.“ Dabei kennt man bei Color Metal diese Probleme nur zu gut aus der Erfahrung mit anderen Fabrikaten. „Immer wieder hatten wir die Meldung: Laser nicht bereit.“ Von den m&h Laser-Toolsettern kennt man solche Stillstände nun nicht mehr. “Die m&h Laser funktionieren von Beginn an ohne Probleme.“
Weder Öl, noch Mikrospäne oder
Kühlmittelverharzungen
beeinträchtigen die Funktionstüchtigkeit
der m&h-Laser.
Um dann nachzusetzen: „… und genauer sind die auch.“ Um
zu diesem Urteil zu kommen, wurden Vergleichsmessungen
mit den unterschiedlichen Fabrikaten durchgeführt und die
Streubilder verglichen. Während man mit anderen Lasern
Messfehler bis zu 3 Zehntel registrierte, sind die m&h Laser
ohne Fehl und Tadel. Auch im Handling und in der Anwendung
werden die Laser von m&h sehr gelobt. „Die Zyklen
sind leicht verständlich und sehr anwendungsfreundlich
aufbereitet. Damit können wir viel mehr machen“, sagt
Steffen Schniepper. Mit den Wettbewerbsfabrikaten konnte
nur die Werkzeuglänge und der Radius gemessen werden.
Probleme und Ungenauigkeiten traten auch auf, weil es
schwierig war, die Mitte zu finden, also das Werkzeug genau
im Fokuspunkt des Lasers zu messen.
Mit der Ausrichtung des m&h-Lasers mittels Kalibrierstift
und einer, im Laserkorpus eingearbeiteten Richtnut wird
die genaue Ausrichtung auf den Fokuspunkt des Lasers
gewährleistet. Zusammen mit der starken Fokussierung
des Laserstrahls im Vergleich zu Wettbewerbsprodukten
ergibt sich eine erhöhte Genauigkeit, die nicht zuletzt auch
bei sehr kleinen Durchmessern der Werkzeuge deutlich
bessere Ergebnisse bringt. Ganz offensichtlich hat m&h
hier spürbare Erleichterung für die Bediener geschaffen
und häufig auftretende Probleme beseitigt.
Dies alles sind für Color Metal wichtige Kriterien, schließlich
werden die Toolsetter sehr häufig aufgerufen und im automatisierten
Betrieb eingesetzt.
 „Wir messen Werkzeuglänge
und Durchmesser, gespannt in der Arbeitsspindel“, erläutert
Steffen Schniepper. Wichtiger für den Produktionsdurchlauf
ist aber die Werkzeugbruchkontrolle. Nach jedem Bearbeitungszyklus
wird kurz geprüft, ob die Schneiden noch da
sind, wo sie sein sollten. „Bei Schaftfräsern prüfen wir jede
Schneide auf Anwesenheit“, erläutert Steffen Schniepper.
Sollte eine Schneide fehlen, wird die Palette ausgeschleust
und nicht weiter bearbeitet. Das betreffende Werkzeug wird
gesperrt und ein Schwesterwerkzeug aktiviert. Die Anlage
arbeitet automatisch mit der nächsten Palette weiter.
„Wir messen Werkzeuglänge
und Durchmesser, gespannt in der Arbeitsspindel“, erläutert
Steffen Schniepper. Wichtiger für den Produktionsdurchlauf
ist aber die Werkzeugbruchkontrolle. Nach jedem Bearbeitungszyklus
wird kurz geprüft, ob die Schneiden noch da
sind, wo sie sein sollten. „Bei Schaftfräsern prüfen wir jede
Schneide auf Anwesenheit“, erläutert Steffen Schniepper.
Sollte eine Schneide fehlen, wird die Palette ausgeschleust
und nicht weiter bearbeitet. Das betreffende Werkzeug wird
gesperrt und ein Schwesterwerkzeug aktiviert. Die Anlage
arbeitet automatisch mit der nächsten Palette weiter.
Das spart jede Menge Geld und Zeit. Nicht nur, dass man
die Werkzeugvoreinstellgeräte einspart. „Wenn früher ein
Werkzeug früh im Bearbeitungsablauf gebrochen ist, hat das
schon mal bis zu sieben Folgewerkzeuge gekostet, die dann
aufgefahren sind“, schildert Steffen Schniepper die damalige
Situation. „Jetzt haben wir Prozesssicherheit in der automatisierten
Anlage und sparen sehr viele Werkzeuge.“ Nun kann
der Mitarbeiter die Protokolle der Maschine durchsehen und
die ausgeschleusten Paletten gezielt greifen, wo er früher
mühsam jedes Werkstück genau prüfen musste, ob auch alle
Bearbeitungen ausgeführt waren. „Das hat viel Zeit gekostet und wenn mal ein Bohrer im
Loch steckte, weil der Pilotbohrer gebrochen war, hat das
mindestens einen halben Tag Arbeit gekostet. Ein teures
Unterfangen, vor allem bei Tieflochbohrern. Heute haben wir
die Sicherheit, dass alle Geometrien drin sind. Wenn Fehler
erst beim Zusammenbau entdeckt werden, wird es teuer
und zeitintensiv.“ Die automatische Werkzeugbruchkontrolle
spart den Mann, der die Paletten durch schauen muss. Ein
wichtiges Argument, vor allem wenn es nicht nur um eine
Nachtschicht, sondern um ein ganzes Wochenende
automatisierter Arbeit geht.
 Bei Color Metal wird auch die Wartungsfreundlichkeit
der m&h-Laser hervorgehoben, weil man diese Laser viel
seltener reinigen muss als andere Modelle. Das liegt nicht
zuletzt am sicheren Schließmechanismus und der Sperrluft.
Die Reinigung selbst geht mit wenigen Handgriffen vonstatten
und ist, je nach eingesetztem Modell, schnell und einfach
zu erledigen.
Bei Color Metal wird auch die Wartungsfreundlichkeit
der m&h-Laser hervorgehoben, weil man diese Laser viel
seltener reinigen muss als andere Modelle. Das liegt nicht
zuletzt am sicheren Schließmechanismus und der Sperrluft.
Die Reinigung selbst geht mit wenigen Handgriffen vonstatten
und ist, je nach eingesetztem Modell, schnell und einfach
zu erledigen.
Bei Color Metal wird heute deutlich mehr gefräst als früher
und, wo immer möglich, wird fertig gefräst. Es wird auch immer
weniger poliert. Das trifft sogar für den Angusskanal und
den Konus im Anspritzpunkt zu. Deshalb setzt man Fräser
bis zu 0,4 mm Durchmesser ein. Der Hartfräser verlässt sich
darauf, dass sein Kollege in der Weichfertigung auch alle
Konturen korrekt bearbeitet hat. Damit dies auch wirklich so
ist, wird mit der m&h-Software 3D-Form Inspect noch in der
Aufspannung in der Maschine geprüft. Damit kann in wenigen
Minuten ein Soll-Ist-Vergleich der gefrästen Konturen
gegenüber der CAD-Vorlage durchgeführt werden. Die Maschinenbediener sehen sofort, ob das Werkstück
toleranzhaltig ist oder nicht und können gegebenenfalls
sofort und noch in gleicher Aufspannung nacharbeiten.
„Früher kam es schon mal vor, dass ein Teil beim Zusammenbau
geklemmt hat“, schildert Steffen Schniepper die
damalige Situation bei Color Metal. „Heute messen wir
beim Hartfräsen jedes Teil bevor es von der Maschine geht.
Außerdem verlangen die Kunden mehr und mehr Messprotokolle.
Das ist damit auch erledigt. Wir sind mittlerweile
richtige m&h-Fans.“