Séries de pièces individuelles sur 5 axes
Color Metal GmbH - Allemagne
Contact
La pression de plus en plus forte en terme de délais et la nécessité de fabriquer aussi économiquement que possible, ont poussé le constructeur de moules l’entreprise Color Metal situé à Heitersheim dans le Baden, à investir dans une installation de fabrication automatisée, composée de deux centres d’usinage à 5 axes de marque Grob et dans un imposant système de palettisation de marque Schuler.
 Avec ses 85 collaborateurs, l’entreprise Color Metal fabrique
des moules par injection pesant jusqu’à une dizaine de
tonnes pour un grand nombre de domaines d’application,
tels que la technique médicale, l’automobile, les appareils
ménagers, sanitaires et autre secteurs. La nouvelle installation
automatisée fabrique des pièces individuelles telles
que des superstructures et inserts de moulage, en série
pour ainsi dire. Cela permet d’éviter des temps d’arrêt, et les
coûteuses machines tournent pratiquement 24 heures sur
24, week-ends et jours fériés compris. La G550 et la G350 de
Grob sont toutes deux équipées de palpeurs-outil laser m&h
et de palpeurs de mesure de m&h.
Avec ses 85 collaborateurs, l’entreprise Color Metal fabrique
des moules par injection pesant jusqu’à une dizaine de
tonnes pour un grand nombre de domaines d’application,
tels que la technique médicale, l’automobile, les appareils
ménagers, sanitaires et autre secteurs. La nouvelle installation
automatisée fabrique des pièces individuelles telles
que des superstructures et inserts de moulage, en série
pour ainsi dire. Cela permet d’éviter des temps d’arrêt, et les
coûteuses machines tournent pratiquement 24 heures sur
24, week-ends et jours fériés compris. La G550 et la G350 de
Grob sont toutes deux équipées de palpeurs-outil laser m&h
et de palpeurs de mesure de m&h. Chez Color Metal, on utilise les palpeurs de mesure de m&h depuis des années. Cela fait longtemps déjà que nous avons remplacé les autres marques par des palpeurs m&h. En outre, m&h propose ce qu’on appelle les modèles «caméléon», qui peuvent commuter sur les systèmes de communication d’autres fabricants. On peut ainsi continuer à utiliser le dispositif de réception et la connexion des autres systèmes existants.D’autre part, les bonnes expériences rencontrées lors de réparations pendant lesquelles un palpeur nous a été prêté dès le lendemain, nous ont convaincu de remplacer presque tous les autres palpeurs.
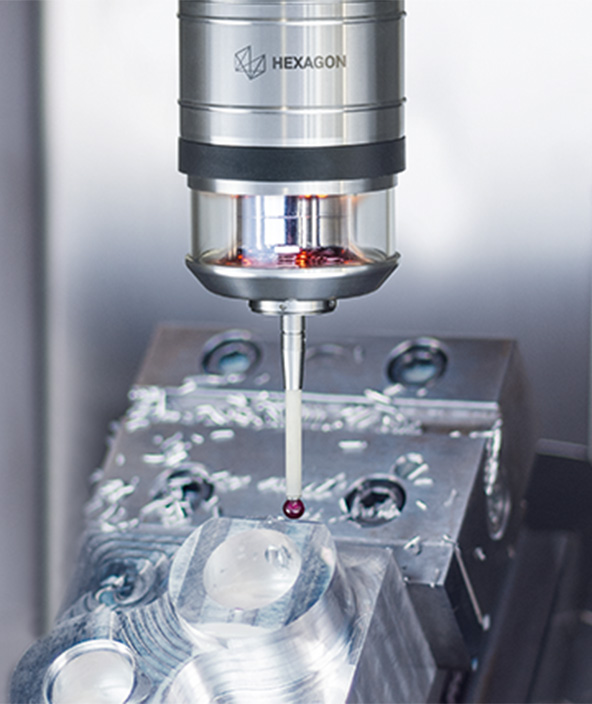
 Les palpeurs de mesure m&h communiquent avec la
commande par signaux infrarouges. La technologie HDR
(High-Date-Rate) développée par m&h, avec sa haute fréquence
et les séquences fixes des signaux, empêche l’arrêt de la production par des signaux erronés issus de facteurs
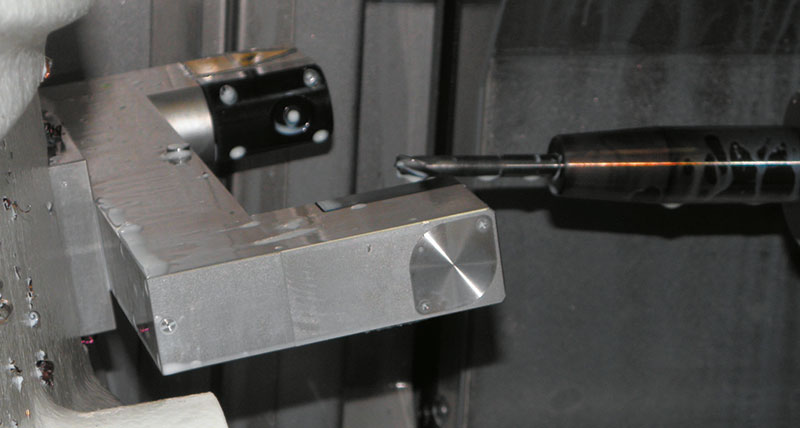
extérieurs ou de reflets lumineux. Mais la particularité de ces
machines Grob G550 et G350, avec broche d’usinage à disposition
horizontale, est qu’elles sont équipées de Toolsetters
laser de m&h. Ces Toolsetters sont montés sur la table de la
machine et suivent chaque mouvement de la table. Dans la
position verticale la plus utilisée dans l’usinage, pointeur vers
le haut, ces Toolsetter laser sont très exposés aux pluies de
réfrigérant et aux copeaux.
Les palpeurs de mesure m&h communiquent avec la
commande par signaux infrarouges. La technologie HDR
(High-Date-Rate) développée par m&h, avec sa haute fréquence
et les séquences fixes des signaux, empêche l’arrêt de la production par des signaux erronés issus de facteurs
extérieurs ou de reflets lumineux. Mais la particularité de ces
machines Grob G550 et G350, avec broche d’usinage à disposition
horizontale, est qu’elles sont équipées de Toolsetters
laser de m&h. Ces Toolsetters sont montés sur la table de la
machine et suivent chaque mouvement de la table. Dans la
position verticale la plus utilisée dans l’usinage, pointeur vers
le haut, ces Toolsetter laser sont très exposés aux pluies de
réfrigérant et aux copeaux.Mais cela n’entrave en rien la fonctionnalité du laser m&h. Selon m&h, le modèle 35.65 a été conçu pour être particulièrement pratique en machine-outil, et il présente certaines particularités en adéquation, comparé aux autres marques de la concurrence. Cela comprend le verrouillage hermétique par coulisseau du système optique qui reste fermé même en absence d’air comprimé, protégeant ainsi efficacement le laser, y compris à l’arrêt. Pour économiser le coûteux air comprimé, l’optique du laser m&h est dans une chambre qui se ferme hermétiquement et se remplit d’air comprimé dès qu’on éteint le laser.A l’ouverture de l’optique, cette surpression souffle vers l’extérieur un puissant jet d’air d’environ 4 bar, ôtant ainsi fiablement la saleté ou les gouttes de liquide de refroidissement éventuellement déposées devant l’ouverture de l’optique laser. En outre, les outils sont mesurés sous air comprimé, empêchant ainsi la pénétration de copeaux ou d’éclaboussures pendant la mesure à grandes vitesses de rotation. Steffen Schniepper confirme:„Ni huile, ni micro-copeau ou dépôt résineux de réfrigérant n’entrave la fonctionnalité du laser m&h.“ Chez Color Metal, on ne connaît que trop bien ces problèmes expérimentés avec d’autres marques. „Nous avions régulièrement le message: Laser pas prêt.“ Avec le laser Toolsetter m&h, on ne connaît plus ce type d’arrêt. “Les lasers m&h fonctionnent dès le début sans problèmes.“
Ni huile, ni micro-copeau ou dépôt
résineux de réfrigérant n’entrave la
fonctionnalité du laser m&h.
Puis d’ajouter:„… et ils sont plus précis en plus.“ Pour arriver
à cette conclusion, nous avons effectué des mesures comparatives
avec les différentes marques et des courbes de
dispersion. Tandis qu’avec d’autres lasers, on enregistrait des
erreurs de mesure jusqu’à 3 centième, les lasers m&h n’ont
aucun défaut. La manipulation des lasers de m&h elle aussi
est très applaudie. „Les cycles sont très faciles à comprendre
et à gérer. Ils nous permettent de faire beaucoup plus“, dit
Steffen Schniepper. Avec les modèles de la concurrence, on
ne pouvait mesurer que la longueur et le rayon de l’outil. On
rencontrait souvent des problèmes et des imprécisions parce
qu’il était difficile de trouver le centre, et donc de mesurer
l’outil exactement dans le point focal du laser. L’alignement
du laser m&h à l’aide de la tige de calibrage et de la rainure
d’orientation fraisée dans le corps du laser garantissent
l’alignement sur le point de focalisation. Avec la puissante
focalisation du rayon laser, comparée aux produits de la concurrence,
la précision est plus grande, ce qui donne de bien
meilleurs résultats, surtout avec les outils aux très petits diamètre.
De toute évidence, m&h a apporté un grand soulagement
à l’opérateur et éliminé les problèmes fréquents. Tout cela constitue pour Color Metal d’importants critères,
car les Toolsetter sont très souvent appelés et utilisés dans
l’exploitation automatisée.
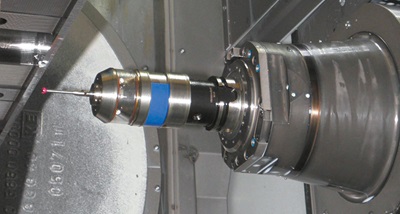 „Nous mesurons longueur et
diamètre de l’outil serré dans la broche d’usinage“, explique
Steffen Schniepper. Mais plus important encore pour
le déroulement de la production, le contrôle de bris d’outil.
Après chaque cycle d’usinage, le système vérifie rapidement
si les tranchants sont toujours là où ils doivent être. „Sur
les fraises 2 tailles, nous vérifions la présence de chaque
tranchant“, explique Steffen Schniepper. S’il manque un tranchant,
la palette est éjectée pour ne plus être usinée. L’outil
concerné est bloqué et un outil jumeau activé. L’installation
travaille automatiquement avec la palette suivante.
„Nous mesurons longueur et
diamètre de l’outil serré dans la broche d’usinage“, explique
Steffen Schniepper. Mais plus important encore pour
le déroulement de la production, le contrôle de bris d’outil.
Après chaque cycle d’usinage, le système vérifie rapidement
si les tranchants sont toujours là où ils doivent être. „Sur
les fraises 2 tailles, nous vérifions la présence de chaque
tranchant“, explique Steffen Schniepper. S’il manque un tranchant,
la palette est éjectée pour ne plus être usinée. L’outil
concerné est bloqué et un outil jumeau activé. L’installation
travaille automatiquement avec la palette suivante.
Ce qui économie beaucoup de temps et d’argent. On ne
fait pas seulement des économies avec les appareils de
préréglage de l’outil. „Avant, lorsqu’un outil cassait au début
de l’usinage, cela pouvait coûter jusqu’à sept outils suivants“,
décrit Steffen Schniepper la situation de l’époque. „Maintenant
nous avons la sécurité du proces-sus dans l’installation
automatisée et nous économisons beaucoup d’outils.“ Désormais,
il suffit au collaborateur de faire défiler les rapports
de la machine et cibler les palettes éjectées, alors qu’avant, il
perdait beaucoup de temps à vérifier chaque pièce pour s’assurer
qu’elle était entièrement usinée. „On perdait beaucoup
de temps, et quand un foret restait coincé dans un trou parce
que le foret pilote était cassé, cela prenait au moins une demi-journée de travail.Une opération bien coûteuse, surtout
pour les forets à alésage profond.Aujourd’hui, nous avons
la certitude d’avoir toutes les géométries. Si des erreurs ne
sont détectées qu’à l’assemblage, cela revient très cher en
temps et en argent.“ Le contrôle automatique du bris d’outil
économise la main d’oeuvre qui devait vérifier les palettes. Un
argument non négligeable, surtout quand il ne s’agit pas seulement
d’un travail de nuit mais d’un déroulement entièrement
automatisé sur tout un week-end.
 Chez Color Metal, on souligne également la facilité d’entretien
des lasers m&h, car il faut les nettoyer beaucoup moins
souvent que d’autres modèles. Le mécanisme de fermeture
hermétique sous air comprimé n’y est assurément pas étranger.
Le nettoyage lui-même requiert moins de manipulations
et, selon le modèle, il est très facile et rapide à réaliser.
Chez Color Metal, on souligne également la facilité d’entretien
des lasers m&h, car il faut les nettoyer beaucoup moins
souvent que d’autres modèles. Le mécanisme de fermeture
hermétique sous air comprimé n’y est assurément pas étranger.
Le nettoyage lui-même requiert moins de manipulations
et, selon le modèle, il est très facile et rapide à réaliser.
Aujourd’hui, on fraise beaucoup plus qu’avant chez Color Metal;
dès que c’est possible, on fraise du début à la fin.On polit
de moins en moins aussi. Cela concerne même le conduit
d’injection et le cône au point d’injection.C’est pourquoi on
utilise des fraises jusqu’à 0,4 mm
de diamètre. L’ouvrier du fraisage à dur se fie au travail de
son collègue chargé de l’usinage précédent, et qui ne doit
avoir oublié aucun contour. Pour être certain qu’il le puisse,
la pièce, encore serrée dans la machine, est vérifiée par le logiciel
3D Form Inspect de m&h. Il suffit de quelques minutes
pour comparer les valeurs réelles des contours fraisés aux
valeurs de consigne avec les données CAO. Les opérateurs
voient immédiatement si la pièce respecte les tolérances ou pas, et peuvent donc immédiatement post-usiner la pièce
directement dans le même serrage si nécessaire.
„Avant, il
arrivait qu’une pièce coince à l’assemblage“, décrit Steffen
Schniepper la situation de l’époque chez Color Metal. „Aujourd’hui,
nous mesurons chaque pièce pendant le fraisage
à dur, avant qu’elle sorte de la machine.En outre, les clients
exigent de plus en plus de rapports de mesure. Ca aussi
maintenant c’est fait.Entre-temps, nous sommes de vrais
fans de m&h.“