Eliminating the see-saw
Contact us

Innovation and customer benfit, these are the maxims that have established mould maker Hofmann of Lichtenfels enviable reputation. At Hofmann, measuring workpieces while still clamped on the machine has been an everyday occurrence for over seven years. Using touch probes and software from m&h, Hofmann has improved quality and reliability of the production process while speeding up the manufacturing cycle at the same time.
 “We wanted to eliminate what we called “the see-saw” in the workshop,” explains Günter Hofmann, managing director of wellestablished mould making company in the Franconian Lichtenfels. The “see-saw” was the phrase used to explain the practice of moving parts from the machine tool to the CMM. If re-machining was necessary, the part went back to the machine then back to the CMM and so on. This explains Hofmann’s decision seven years ago to purchase touch probes and 3D Form Inspect software from m&h. Since then, workpieces have been measured directly on machines at Hofmann. “Sometimes we have parts so large that they can’t even fit onto the measuring machine,” he adds.
“We wanted to eliminate what we called “the see-saw” in the workshop,” explains Günter Hofmann, managing director of wellestablished mould making company in the Franconian Lichtenfels. The “see-saw” was the phrase used to explain the practice of moving parts from the machine tool to the CMM. If re-machining was necessary, the part went back to the machine then back to the CMM and so on. This explains Hofmann’s decision seven years ago to purchase touch probes and 3D Form Inspect software from m&h. Since then, workpieces have been measured directly on machines at Hofmann. “Sometimes we have parts so large that they can’t even fit onto the measuring machine,” he adds.
Like many companies, the “see-saw” was common practice at Hofmann for measuring workpieces. The practice of unloading workpieces and measuring them, then in case of any errors, setting them up again caused a considerable loss of precious time. At that time, Hofmann had fewer measuring machines than they have today. It was a massive bottleneck. “Three men stood around waiting for the results,” Günter Hofmann describes the situation before, still typical of many companies even today. In 2002 they saw the possibilities of measuring on the machine and equipped one machine with a touch probe and software from German manufacturer m&h. Even then the motto of the company was “Innovation born out of tradition”. Comparisons with results from the measuring machines showed no major deviations. Since the results were very satisfactory, several machines from DMG, Hermle and Matsuura were equipped with the m&h system.
Today, measuring on the machine is absolutely normal and is of prime importance.In the workshop, computers stand close to the machines, each connected to their respective machines. Machine operators determine the points they want to measure by a simple mouse click on a graphic representation of the workpiece and select corresponding measuring functions such as angle, radius, distance or similar. The m&h 3D Form Inspect software automatically generates the appropriate program for the touch probe on the machine. A collision check with workpiece contours is simultaneously executed in the background.
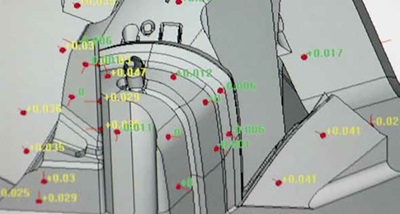 The measuring program is preceded with a short calibration program for the touch probe which is generated automatically. This program is transferred to the machine and called like any other machining program. The machine loads the m&h touch probe and runs the program. When the calibration program is run, the current thermal and kine-matic condition of the machine in relation to its expected condition is determined. Current variations in each axis are automatically considered in the measuring values, creating absolutely reliable results. They are immediately represented in colour on the screen graphics and can be printed out as a protocol at any time. Three-dimensional contours and free-form surfaces are measured with m&h while still clamped on the machine at Hofmann as are parts on 5-axis machining centres. The calibration system patented by m&h caters for automatic compensation of swivelling errors in the 4th and 5th axes during these measurements. For many two component moulds, identity, fitting and contour accuracy of different inserts plus the mould itself are crucial points. Werner Mäusbacher, milling group leader at Hofmann, explains: “Our goal is not to do any die-spotting since machine finished quality is much better.” With these close tolerances this can only be achieved by measuring on the machine. The importance of measuring on the machine is highlighted by the fact that some moulds at Hofmann can weigh up to 40 tonnes. Time and again, operators make intermediate measurements, especially for parts staying on the machine, sometimes for days. Allowances for die spotting are a thing of the past at Hofmann. Even mould parting surfaces, often with tolerances of just +/- 1 hundredth, are finished to size. “Good parting surfaces with a long lifetime, in almost every case, can only be achieved by finish milling. They provide customer benefit in the long term,” Günter Hofmann reiterates his corporate philosophy.
The measuring program is preceded with a short calibration program for the touch probe which is generated automatically. This program is transferred to the machine and called like any other machining program. The machine loads the m&h touch probe and runs the program. When the calibration program is run, the current thermal and kine-matic condition of the machine in relation to its expected condition is determined. Current variations in each axis are automatically considered in the measuring values, creating absolutely reliable results. They are immediately represented in colour on the screen graphics and can be printed out as a protocol at any time. Three-dimensional contours and free-form surfaces are measured with m&h while still clamped on the machine at Hofmann as are parts on 5-axis machining centres. The calibration system patented by m&h caters for automatic compensation of swivelling errors in the 4th and 5th axes during these measurements. For many two component moulds, identity, fitting and contour accuracy of different inserts plus the mould itself are crucial points. Werner Mäusbacher, milling group leader at Hofmann, explains: “Our goal is not to do any die-spotting since machine finished quality is much better.” With these close tolerances this can only be achieved by measuring on the machine. The importance of measuring on the machine is highlighted by the fact that some moulds at Hofmann can weigh up to 40 tonnes. Time and again, operators make intermediate measurements, especially for parts staying on the machine, sometimes for days. Allowances for die spotting are a thing of the past at Hofmann. Even mould parting surfaces, often with tolerances of just +/- 1 hundredth, are finished to size. “Good parting surfaces with a long lifetime, in almost every case, can only be achieved by finish milling. They provide customer benefit in the long term,” Günter Hofmann reiterates his corporate philosophy.
 Even when the probes are working on DMU machines with a high accuracy scales package, minor changes of accuracy can still be detected at close tolerances. “Variations in either the machine coolant or workshop temperatures can manifest themselves in size differences of hundredths,” Günter Hofmann tells. Through measuring with m&h on the machine they can respond immediately and work with high precision all the time. “We can rework immediately in the same clamping if it doesn’t fit by two hundredths,” confirms Werner Mäusbacher. There’s no other way to do it more efficiently.” It is extremely important to the milling group leader that each machine operator can measure at any time to check their work. This provides safety for the staff and enables an immediate response, whether by calling sister tools, changing milling strategy or similar. His experience shows that measuring on the machine not only enhances the quality of the workpieces but also the quality of the staff. “The operator wants to measure. So the skilled worker can take responsibility, a situation that is missing in many companies. Some of them seem to have real shortcomings in quality,” Günter Hofmann adds. He is the man who knows, with 240 employees working for him. They are also proud of the fact that they employ 45 apprentices.
Even when the probes are working on DMU machines with a high accuracy scales package, minor changes of accuracy can still be detected at close tolerances. “Variations in either the machine coolant or workshop temperatures can manifest themselves in size differences of hundredths,” Günter Hofmann tells. Through measuring with m&h on the machine they can respond immediately and work with high precision all the time. “We can rework immediately in the same clamping if it doesn’t fit by two hundredths,” confirms Werner Mäusbacher. There’s no other way to do it more efficiently.” It is extremely important to the milling group leader that each machine operator can measure at any time to check their work. This provides safety for the staff and enables an immediate response, whether by calling sister tools, changing milling strategy or similar. His experience shows that measuring on the machine not only enhances the quality of the workpieces but also the quality of the staff. “The operator wants to measure. So the skilled worker can take responsibility, a situation that is missing in many companies. Some of them seem to have real shortcomings in quality,” Günter Hofmann adds. He is the man who knows, with 240 employees working for him. They are also proud of the fact that they employ 45 apprentices.
The skilled workers at Hofmann have willingly adopted the possibilities of measuring on the machine and a long time ago it became a “run of the mill” tool. The simple user interface and uncomplicated handling of 3D Form Inspect have facilitated quick acceptance. “It is easy to use and more importantly, it works,” states Werner Mäusbacher. Regarding the decision to purchase m&h, Günter Hofmann emphasises: “We do this every time, each new machine is equipped with m&h. Compared to the value of the machine, the touch probe and software cost next to nothing. There’s no question about it“. Meanwhile Hofmann also uses the “Best Fit” software module from m&h. Using this module, the actual position of the workpiece is determined on the basis of arbitrarily determined contour points by probing the surface. Subsequently, the coordinate plane of the machining program is adjusted in the control to the actual position of the workpiece on the machine. This way, not only is non-productive setup time reduced, but they also achieve optimised measuring to avoid rejects. For example, this module is used by Hofmann whenever pre-milled mould inserts have to be finished after hardening. It helps to keep set-up times short and compensates for deformation caused by hardening prior to machining. Several subsidiaries of the Hofmann group have now successfully adopted the m&h technology. “We are fully satisfied with what we have achieved. We have achieved all our goals up to now. Today, measuring on the machine is absolutely normal and is of prime importance,” is Günter Hofmann final comment. There’s nothing else to say.

