Das hin und her ausmerzen
Kontakt

Innovation und Kundennutzen, die Maximen des
Formenbaus Hofmann in Lichtenfels haben den
guten Ruf der Firma begründet. Messen in der
Aufspannung auf der Werkzeugmaschine gehört
seit nunmehr 7 Jahren schon zum Alltag dort.
Mit Messtastern und Software von m&h hat
Hofmann seine Qualität und Produktions-
sicherheit
gesteigert sowie den Fertigungsdurchlauf
beschleunigt.
 “Wir wollten das Hin und Her in der Werkstatt ausmerzen,”
begründet Günter Hofmann, Geschäftsführer des
bekannten Formenbaus im fränkischen Lichtenfels seine
damalige Kaufentscheidung für die Messtaster und die
Software 3D Form Inspect von m&h. Seitdem werden
bei Hofmann die Werkstücke direkt in der Maschine
gemessen. “Manchmal haben wir so große Teile, die gar nicht auf die Messmaschine passen”, schiebt er einen
weiteren Grund nach.
“Wir wollten das Hin und Her in der Werkstatt ausmerzen,”
begründet Günter Hofmann, Geschäftsführer des
bekannten Formenbaus im fränkischen Lichtenfels seine
damalige Kaufentscheidung für die Messtaster und die
Software 3D Form Inspect von m&h. Seitdem werden
bei Hofmann die Werkstücke direkt in der Maschine
gemessen. “Manchmal haben wir so große Teile, die gar nicht auf die Messmaschine passen”, schiebt er einen
weiteren Grund nach.
Seinerzeit war es auch bei Hofmann noch üblich, die
Werkstücke auf einer Messmaschine zu messen. Das aber
bedeutete Werkstücke abzuspannen, zu messen und im
Zweifelsfall wieder neu zu rüsten, mit allen möglichen
Fehlerquellen dazwischen und mit wertvollem Zeitverlust.
Damals hatte Hofmann noch weniger Messmaschinen
als heute. Dies war also auch ein Engpass. “Dann stehen
3 Mann rum und warten auf das Ergebnis” schildert Günter
Hofmann die damalige Situation, die für viele Betriebe auch
heute noch durchaus typisch ist.
Bereits im Jahr 2002 ist man auf die Möglichkeit des
Messens in der Maschine mit Messtastern und Software
des deutschen Herstellers m&h aufmerksam geworden
und hat zunächst eine Maschine damit ausgerüstet. Schon
damals hieß das Motto des Unternehmens: “Innovation
aus Tradition.” Die Vergleiche mit den Messergebnissen der
Messmaschinen erbrachten keinerlei größere Abweichungen.
Weil die Ergebnisse sehr befriedigend waren, sind
zwischenzeitlich etliche Maschinen der Marken DMG, Hermle
und Matsuura mit dem gleichen System ausgerüstet.
Wir sind mit dem Erreichten
rundum zufrieden. Unsere Ziele
wurden bisher immer erreicht.
Das Messen auf der Maschine gehört
heute dazu und ist eminent wichtig,
In der Nähe der Maschinen stehen Computer in der Werkstatt,
die mit den jeweils zu betreuenden Maschinen verbunden
sind. Dort bestimmen die Maschinenbediener per einfachem
Mausklick auf einer Flächendarstellung des Werkstückes
die Punkte, die sie messen wollen und wählen die zugehörige
Messfunktion, wie Winkel, Radius, Abstand o. ä.
Die Software 3D Form Inspect von m&h schreibt automatisch
im Hintergrund das Verfahrprogramm für den Messtaster
der Maschine. Gleichzeitig erfolgt im Hintergrund eine
Kollisionsbetrachtung mit den Werkstückkonturen.
 Automatisch wird dem jeweiligen Messprogramm ein kurzes
Kalibrierprogramm für den Messtaster vorgeschaltet.
Der Bediener transferiert das Programm an die Maschine
und ruft es dort auf, wie jedes normale Arbeitsprogramm.
Die Maschine wechselt den m&h-Messtaster ein und
arbeitet das Programm ab. Durch das vorgeschaltete,
kurze Kalibrierprogramm werden gleichzeitig die aktuellen
thermischen und kinematischen Veränderungen der
Maschine gegenüber ihrem Sollzustand ermittelt. Bei den
Messwerten werden dann die aktuellen Abweichungen in
jeder Achse automatisch berücksichtigt, was zu absolut
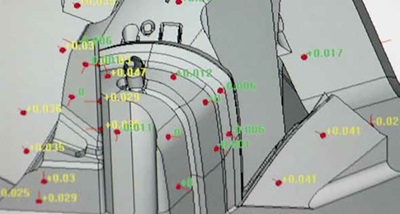
verlässlichen Ergebnissen führt. Diese werden sofort in
der Bildschirmdarstellung am Computer sichtbar gemacht
und farbig dargestellt. Außerdem können sie jederzeit als
Protokoll ausgedruckt werden. Dreidimensionale Konturen
und Freiformflächen werden bei Hofmann grundsätzlich mit
m&h noch in der Aufspannung in der Maschine gemessen,
auch auf den 5-achsigen Bearbeitungszentren. Das für m&h
patentierte Kalibrierverfahren sorgt bei diesen Messungen
für eine automatische Schwenkfehlerkompensation in der 4.
und 5. Achse. Insbesondere bei den vielen 2-Komponenten-
Formen kommt es auf Gleichheit, Passgenauigkeit und
Formtreue der verschiedenen Einsätze sowie der Form an.
Werner Mäusbacher, Gruppenleiter Fräsen bei Hofmann, sagt:
“Unser Ziel ist es, nicht zu tuschieren, weil die maschinell
gefertigte Qualität viel besser ist.” Das ist in diesen engen
Toleranzen nur durch Messen in der Maschine realisierbar.
Dies umso mehr, weil solche Formen bei Hofmann schon mal
Gewichte bis zu 40 t erreichen können. Die Bediener führen
immer wieder auch Zwischenmessungen durch, vor allem bei
Teilen, die einige Tage auf der Maschine sind. Tuschierzugaben
gehören im Hause Hofmann der Vergangenheit an.
Selbst Formtrennebenen, für die oft Toleranzen von nur
+/- 1 Hundertstel gefordert sind, werden auf Nullmaß fertig
bearbeitet. “Gute Trennungen, die lange halten, erreicht man
fast nur mit Fertigfräsen. Sie geben Kundennutzen auf lange
Sicht”, betont Günter Hofmann seine Firmenphilosophie.
Automatisch wird dem jeweiligen Messprogramm ein kurzes
Kalibrierprogramm für den Messtaster vorgeschaltet.
Der Bediener transferiert das Programm an die Maschine
und ruft es dort auf, wie jedes normale Arbeitsprogramm.
Die Maschine wechselt den m&h-Messtaster ein und
arbeitet das Programm ab. Durch das vorgeschaltete,
kurze Kalibrierprogramm werden gleichzeitig die aktuellen
thermischen und kinematischen Veränderungen der
Maschine gegenüber ihrem Sollzustand ermittelt. Bei den
Messwerten werden dann die aktuellen Abweichungen in
jeder Achse automatisch berücksichtigt, was zu absolut
verlässlichen Ergebnissen führt. Diese werden sofort in
der Bildschirmdarstellung am Computer sichtbar gemacht
und farbig dargestellt. Außerdem können sie jederzeit als
Protokoll ausgedruckt werden. Dreidimensionale Konturen
und Freiformflächen werden bei Hofmann grundsätzlich mit
m&h noch in der Aufspannung in der Maschine gemessen,
auch auf den 5-achsigen Bearbeitungszentren. Das für m&h
patentierte Kalibrierverfahren sorgt bei diesen Messungen
für eine automatische Schwenkfehlerkompensation in der 4.
und 5. Achse. Insbesondere bei den vielen 2-Komponenten-
Formen kommt es auf Gleichheit, Passgenauigkeit und
Formtreue der verschiedenen Einsätze sowie der Form an.
Werner Mäusbacher, Gruppenleiter Fräsen bei Hofmann, sagt:
“Unser Ziel ist es, nicht zu tuschieren, weil die maschinell
gefertigte Qualität viel besser ist.” Das ist in diesen engen
Toleranzen nur durch Messen in der Maschine realisierbar.
Dies umso mehr, weil solche Formen bei Hofmann schon mal
Gewichte bis zu 40 t erreichen können. Die Bediener führen
immer wieder auch Zwischenmessungen durch, vor allem bei
Teilen, die einige Tage auf der Maschine sind. Tuschierzugaben
gehören im Hause Hofmann der Vergangenheit an.
Selbst Formtrennebenen, für die oft Toleranzen von nur
+/- 1 Hundertstel gefordert sind, werden auf Nullmaß fertig
bearbeitet. “Gute Trennungen, die lange halten, erreicht man
fast nur mit Fertigfräsen. Sie geben Kundennutzen auf lange
Sicht”, betont Günter Hofmann seine Firmenphilosophie.
 Obwohl zum Teil auf DMU-Maschinen mit speziellem
Genauigkeitspaket gearbeitet wird, kann man
bei engen Toleranzen leichte Veränderungen der Genauigkeiten feststellen. “Schon Schwankungen in der
Kühlmitteltemperatur können im Hundertstelbereich
spürbar sein”, sagt Günter Hofmann. “Auch die Temperatur
in der Halle macht schnell mal 1-2 Hundertstel aus.” Mit
dem Messen mit m&h auf der Maschine kann man sofort
reagieren und jederzeit sehr genau arbeiten. “Man kann
sofort und in gleicher Aufspannung nacharbeiten, wenn
es mal um 2 Hundertstel nicht passt”, bestätigt Werner
Mäusbacher. “Effektiver geht es gar nicht.”
Dementsprechend wichtig ist dem Gruppenleiter Fräsen,
dass jeder Maschinenbediener jederzeit messen und seine
Arbeit kontrollieren kann. Das verschafft den Mitarbeitern
Sicherheit und die Möglichkeit der direkten Reaktion, sei
es durch Wechsel zu Schwesterwerkzeugen, ändern der
Frässtrategien oder ähnliches. Nach seiner Feststellung
hebt das Messen auf der Maschine nicht nur die Qualität
der Werkstücke, sondern auch die Qualität der Mitarbeiter.
“Der Bediener will messen. Der Facharbeiter kann so
Verantwortung übernehmen. Eine Tatsache, an der es bei
vielen Betrieben mangelt. Manche scheinen wirklich ein
Qualitätsdefizit zu haben” ergänzt Günter Hofmann. Und der
Mann muss es wissen, arbeiten doch 240 Mitarbeiter dort.
Zusammen mit dem angeschlossenen Modellbau ist man
stolz auf 45 Auszubildende.
Obwohl zum Teil auf DMU-Maschinen mit speziellem
Genauigkeitspaket gearbeitet wird, kann man
bei engen Toleranzen leichte Veränderungen der Genauigkeiten feststellen. “Schon Schwankungen in der
Kühlmitteltemperatur können im Hundertstelbereich
spürbar sein”, sagt Günter Hofmann. “Auch die Temperatur
in der Halle macht schnell mal 1-2 Hundertstel aus.” Mit
dem Messen mit m&h auf der Maschine kann man sofort
reagieren und jederzeit sehr genau arbeiten. “Man kann
sofort und in gleicher Aufspannung nacharbeiten, wenn
es mal um 2 Hundertstel nicht passt”, bestätigt Werner
Mäusbacher. “Effektiver geht es gar nicht.”
Dementsprechend wichtig ist dem Gruppenleiter Fräsen,
dass jeder Maschinenbediener jederzeit messen und seine
Arbeit kontrollieren kann. Das verschafft den Mitarbeitern
Sicherheit und die Möglichkeit der direkten Reaktion, sei
es durch Wechsel zu Schwesterwerkzeugen, ändern der
Frässtrategien oder ähnliches. Nach seiner Feststellung
hebt das Messen auf der Maschine nicht nur die Qualität
der Werkstücke, sondern auch die Qualität der Mitarbeiter.
“Der Bediener will messen. Der Facharbeiter kann so
Verantwortung übernehmen. Eine Tatsache, an der es bei
vielen Betrieben mangelt. Manche scheinen wirklich ein
Qualitätsdefizit zu haben” ergänzt Günter Hofmann. Und der
Mann muss es wissen, arbeiten doch 240 Mitarbeiter dort.
Zusammen mit dem angeschlossenen Modellbau ist man
stolz auf 45 Auszubildende.
Die Facharbeiter bei Hofmann
haben die Möglichkeit des Messens auf der Maschine sofort
angenommen und längst ist es zum selbstverständlichen
Werkzeug in der täglichen Arbeit geworden. Die einfache
Bedienoberfläche und das unkomplizierte Handling von
3D Form Inspect haben die schnelle Akzeptanz erleichtert. “Es
ist einfach zu handhaben und es funktioniert”, stellt Werner
Mäusbacher fest. Was die Kaufentscheidung für m&h betrifft,
betont Günter Hofmann: “Wir würden das sofort wieder tun.
Jede neue Maschine wird so ausgerüstet. Im Vergleich zum
Maschinenwert kostet der Messtaster und die Software fast
nichts. Das muss man machen. ” In der Zwischenzeit nutzt
Hofmann auch das Softwaremodul “Best Fit” von m&h. Damit
wird anhand von beliebig festzulegenden Konturpunkten
durch Antasten der Oberfläche die tatsächliche Lage des
Werkstückes in der Maschine ermittelt. Dann wird an
der Maschinensteuerungsseitig das Koordinatenkreuz
des Bearbeitungsprogramms an die tatsächliche Lage
des Werkstückes angepasst. Auf diese Weise verkürzt
man nicht nur die unproduktive Rüstzeit, sondern erhält
auch eine optimierte Aufmaß-Symetrie, was Ausschuss
vermeiden hilft. Dieses Modul setzt Hofmann z.B. immer
ein, wenn vorgefräste Formeinsätze nach dem Härten endbearbeitet
werden sollen. Das hält die Rüstzeiten kurz und
berücksichtigt Härteverzüge schon vor der Bearbeitung.
Auch einige Tochterunternehmen der Hofmann-Gruppe
haben die Technologie von m&h zwischenzeitlich erfolgreich
übernommen. “Wir sind mit dem Erreichten rundum zufrieden.
Unsere Ziele wurden bisher immer erreicht. Das Messen auf
der Maschine gehört heute dazu und ist eminent wichtig”, sagt
Günter Hofmann abschließend. Dem ist nichts hinzuzufügen.
