Eliminando Il “carica e scarica”
Contattateci

Innovazione e benefici per il cliente, queste le
parole d’ordine del costruttore di stampi plastica
Hofmann, a Lichtenfels, che hanno fornito le basi
per la buona reputazione dell’azienda. Misurare i
pezzi mentre sono ancora staffati sulla macchina
utensile fa parte della vita quotidiana da ormai
oltre sette anni. Con i tastatori ed il software
di m&h, Hofmann ha migliorato la qualità e
l’affidabilità del processo produttivo ed ha
accelerato il ciclo di fabbricazione.
 “Volevamo eliminare il “carica e scarica” in officina,”
così Günter Hofmann, amministratore delegato della
consolidata azienda produttrice di stampi a Lichtenfels,
in Franconia, spiega la sua prima decisione di acquisto a
favore dei tastatori e del software 3D Form Inspect di m&h.
Da allora, i pezzi sono misurati direttamente in macchina alla Hofmann. “Talvolta abbiamo pezzi così grandi che non
troverebbero neppure spazio su una macchina di misura”
aggiunge quale ulteriore motivo.
“Volevamo eliminare il “carica e scarica” in officina,”
così Günter Hofmann, amministratore delegato della
consolidata azienda produttrice di stampi a Lichtenfels,
in Franconia, spiega la sua prima decisione di acquisto a
favore dei tastatori e del software 3D Form Inspect di m&h.
Da allora, i pezzi sono misurati direttamente in macchina alla Hofmann. “Talvolta abbiamo pezzi così grandi che non
troverebbero neppure spazio su una macchina di misura”
aggiunge quale ulteriore motivo.
In precedenza, era pratica comune anche presso Hofmann
misurare i pezzi su una macchina di misura. Tuttavia, questo
significava rimuovere i pezzi, misurarli e, in caso di dubbio,
eseguire una nuova messa a punto, con tutte le possibili
fonti di errore ed una notevole perdita di tempo prezioso.
A quel tempo, Hofmann aveva meno macchine di misura di
quante ne possegga oggi. Quindi significava anche un calo di
produzione. “Tre operatori stazionavano intorno aspettando
il risultato,” Günter Hofmann descrive la situazione
precedente, che è tipica di molte aziende ancora oggi.
Già nel 2002 vennero a conoscenza della possibilità
di misurare in macchina con l’ausilio dei tastatori e
del software del costruttore tedesco m&h e dapprima
equipaggiarono con essi una macchina. Anche allora il motto
dell’azienda fu “Innovazione che nasce dalla tradizione”.
Confronti con i risultati di misura ottenuti sulle macchine
di misura non mostrarono maggiori scostamenti. Poiché
i risultati sono stati molto soddisfacenti, nel frattempo
diverse macchine di DMG, Hermle, e Matsuura sono state
equipaggiate con lo stesso sistema.
Oggi, misurare in macchina fa parte
di essi ed è di primaria importanza,
In officina i computer sono posizionati in prossimità delle
macchine, tutti collegati alle rispettive macchine che devono
essere servite. E’ qui che gli operatori macchina determinano
i punti che intendono misurare, con un semplice clic del
mouse sulla rappresentazione grafica del pezzo e selezionano
le corrispondenti funzioni di misura come angolo, raggio,
distanza e simili. Il software 3D Form Inspect di m&h genera
automaticamente il programma appropriato per il tastatore
in mac- china. Un controllo di collisione con i profili del pezzo
viene eseguito contemporaneamente sullo sfondo.
 Il relativo
programma di misura è preceduto automaticamente da un
breve programma di calibrazione per il tastatore. L’operatore
trasferisce il programma alla macchina e lo richiama come
qualsiasi altro programma di lavorazione. La macchina carica
dal cambio utensile tastatore m&h ed esegue il programma.
Grazie al breve programma di calibrazione a monte, sono
determinati contemporaneamente i cambiamenti termici e
cinematici della macchina in quel momento, in relazione alla
sua condizione nominale. Le variazioni presenti su ciascun
asse sono considerate automaticamente nei valori di misura,
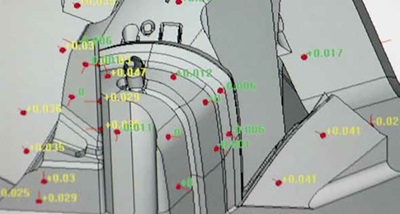
generando così risultati assolutamente affidabili. Questi
sono immediatamente rappresentati a colori nella grafica a
video. Inoltre, possono essere stampati come protocollo in
qualunque momento. In linea di principio, alla Hofmann i profili
e le superfici tridimensionali sono misurati con m&h mentre
sono ancora staffati in macchina, anche su centri di lavoro a
5 assi. Il sistema di calibrazione brevettato da m&h provvede
alla compensazione automatica degli errori di orientamento sul
4° e 5° asse durante queste operazioni di misura. Soprattutto
per i molti stampi plastica bi-componenti, precisione della
figura, precisione di accoppiamento e accuratezza del
contorno dei diversi inserti e dello stampo stesso sono punti
cruciali. Spiega Werner Mäusbacher, responsabile del reparto
lavorazioni alla Hofmann,: “Il nostro obiettivo è evitare la
prova-stampi dal momento che la qualità finita in macchina è
decisamente migliore.” Con queste strette tolleranze, tutto ciò
è realizzabile solo misurando in macchina. Ancor più perché
tali stampi alla Hofmann possono raggiungere un peso di 40t.
Molto spesso, gli operatori eseguono misure intermedie, in
particolare per parti che rimangono in macchina per alcuni
giorni. Tolleranze di accoppiamento per la prova-stampi
appartengono al passato alla Hofmann. Persino i piani di
chiusura degli stampi dove spesso sono richieste tolleranze
di appena +/- 1 centesimo sono finite a zero, senza lasciare
sovrametallo. “In ogni caso, si possono ottenere superfici di
buona qualità e costanti nel tempo solo con una finitura di
macchina. Forniscono vantaggi al cliente sul lungo termine,”
Günter Hofmann sottolinea così la sua filosofia aziendale.
Anche se lavorano in parte su macchine DMU con uno speciale
pacchetto di precisione, in presenza di tolleranze molto strette anche i minimi cambiamenti di precisione diventano importanti.
“Inoltre variazioni nella temperatura del refrigerante pos- sono
essere percettibili nell’ordine di centesimi,” afferma Günter
Hofmann. “Anche la temperatura in officina può giustificare
1-2 centesimi.” Misurando in macchina con m&h si può
reagire immediatamente e lavorare con grande precisione in
qualunque momento. “Possiamo rilavorare immediatamente
con lo stesso staffaggio se l’accoppiamento ha un’imprecisione
massima di due centesimi,” conferma Werner Mäusbacher.
Non c’è altro modo di fare ciò in modo più efficiente.”
Il relativo
programma di misura è preceduto automaticamente da un
breve programma di calibrazione per il tastatore. L’operatore
trasferisce il programma alla macchina e lo richiama come
qualsiasi altro programma di lavorazione. La macchina carica
dal cambio utensile tastatore m&h ed esegue il programma.
Grazie al breve programma di calibrazione a monte, sono
determinati contemporaneamente i cambiamenti termici e
cinematici della macchina in quel momento, in relazione alla
sua condizione nominale. Le variazioni presenti su ciascun
asse sono considerate automaticamente nei valori di misura,
generando così risultati assolutamente affidabili. Questi
sono immediatamente rappresentati a colori nella grafica a
video. Inoltre, possono essere stampati come protocollo in
qualunque momento. In linea di principio, alla Hofmann i profili
e le superfici tridimensionali sono misurati con m&h mentre
sono ancora staffati in macchina, anche su centri di lavoro a
5 assi. Il sistema di calibrazione brevettato da m&h provvede
alla compensazione automatica degli errori di orientamento sul
4° e 5° asse durante queste operazioni di misura. Soprattutto
per i molti stampi plastica bi-componenti, precisione della
figura, precisione di accoppiamento e accuratezza del
contorno dei diversi inserti e dello stampo stesso sono punti
cruciali. Spiega Werner Mäusbacher, responsabile del reparto
lavorazioni alla Hofmann,: “Il nostro obiettivo è evitare la
prova-stampi dal momento che la qualità finita in macchina è
decisamente migliore.” Con queste strette tolleranze, tutto ciò
è realizzabile solo misurando in macchina. Ancor più perché
tali stampi alla Hofmann possono raggiungere un peso di 40t.
Molto spesso, gli operatori eseguono misure intermedie, in
particolare per parti che rimangono in macchina per alcuni
giorni. Tolleranze di accoppiamento per la prova-stampi
appartengono al passato alla Hofmann. Persino i piani di
chiusura degli stampi dove spesso sono richieste tolleranze
di appena +/- 1 centesimo sono finite a zero, senza lasciare
sovrametallo. “In ogni caso, si possono ottenere superfici di
buona qualità e costanti nel tempo solo con una finitura di
macchina. Forniscono vantaggi al cliente sul lungo termine,”
Günter Hofmann sottolinea così la sua filosofia aziendale.
Anche se lavorano in parte su macchine DMU con uno speciale
pacchetto di precisione, in presenza di tolleranze molto strette anche i minimi cambiamenti di precisione diventano importanti.
“Inoltre variazioni nella temperatura del refrigerante pos- sono
essere percettibili nell’ordine di centesimi,” afferma Günter
Hofmann. “Anche la temperatura in officina può giustificare
1-2 centesimi.” Misurando in macchina con m&h si può
reagire immediatamente e lavorare con grande precisione in
qualunque momento. “Possiamo rilavorare immediatamente
con lo stesso staffaggio se l’accoppiamento ha un’imprecisione
massima di due centesimi,” conferma Werner Mäusbacher.
Non c’è altro modo di fare ciò in modo più efficiente.”
 Di conseguenza, riveste grande importanza per il responsabile
fresa-tura il fatto che ciascun operatore macchina possa
misurare in qualunque momento e controllare il suo lavoro.
Questo fornisce sicurezza allo staff e consente una risposta
immediata, richiamando utensili gemelli, cambiando le
strategie di fresatura o adottando provvedimenti simili. La sua
esperienza dimostra che misurare in macchina non solo esalta
la qualità dei pezzi ma anche la qualità dello staff. “L’operatore
desidera misurare. Quindi il dipendente esperto può assumersi
la responsabilità, fatto che manca in molte aziende. Alcune
sembrano veramente avere una qualità insufficiente,” aggiunge
Günter Hofmann. Ed è veramente la persona che può saperlo,
dal momento che la Hoffman ha 240 dipendenti. Insieme
all’affiliata costruttrice di stampi, sono orgogliosi di avere 45
apprendisti. Alla Hofmann i lavoratori esperti hanno adottato
immediatamente la possibilità di misurare in macchina e da
tanto tempo è diventato uno strumento che funziona da sé
nell’attività quotidiana.
Di conseguenza, riveste grande importanza per il responsabile
fresa-tura il fatto che ciascun operatore macchina possa
misurare in qualunque momento e controllare il suo lavoro.
Questo fornisce sicurezza allo staff e consente una risposta
immediata, richiamando utensili gemelli, cambiando le
strategie di fresatura o adottando provvedimenti simili. La sua
esperienza dimostra che misurare in macchina non solo esalta
la qualità dei pezzi ma anche la qualità dello staff. “L’operatore
desidera misurare. Quindi il dipendente esperto può assumersi
la responsabilità, fatto che manca in molte aziende. Alcune
sembrano veramente avere una qualità insufficiente,” aggiunge
Günter Hofmann. Ed è veramente la persona che può saperlo,
dal momento che la Hoffman ha 240 dipendenti. Insieme
all’affiliata costruttrice di stampi, sono orgogliosi di avere 45
apprendisti. Alla Hofmann i lavoratori esperti hanno adottato
immediatamente la possibilità di misurare in macchina e da
tanto tempo è diventato uno strumento che funziona da sé
nell’attività quotidiana.
La semplice interfaccia utente e la facile gestione del
3D Form Inspect hanno agevolato una veloce accettazione.
“E’ facile da gestire e funziona,” afferma Werner Mäusbacher.
Per quanto riguarda la decisione di acquisto in favore di
m&h, Günter Hofmann sottolinea: “Rifaremmo tutto subito
nuovamente. Ogni nuova macchina è equipaggiata così. In
rapporto al valore della macchina, il tastatore e il software
non costano quasi nulla. E’ da farsi. “Intanto Hofmann utilizza
anche il modulo software “Best Fit” di m&h. Con questo
modulo, la posizione reale del pezzo in macchina è identificata
sulla base di punti del profilo determinati in modo arbitrario
tramite contatto con la superficie. Successivamente, il
sistema di coordinate del programma di lavorazione è adattato
alla posizione reale del pezzo sulla macchina direttamente
sul CNC. In questo modo, non solo è stato possibile ridurre
il tempo improduttivo di centraggio ma anche ottenere una
simmetria di misurazione ottimizzata che aiuta a evitare
scarti. Per esempio, questo modulo è messo in campo da
Hofmann ogni qualvolta gli inserti pre-fresati devono essere
finiti dopo la tempra. Contribuisce a mantenere tempi brevi
di azzeramento e tiene conto delle deformazioni dovute alla
tempra già prima della lavorazione. Intanto molte consociate
del gruppo Hofmann hanno già adottato con successo la
tecnologia m&h. “Siamo completamente soddisfatti di quanto
abbiamo ottenuto. Abbiamo sempre raggiunto i nostri obiettivi
fino ad ora. Oggi, misurare in macchina fa parte di essi ed è di
primaria importanza,” afferma infine Günter Hofmann. Non c’è
nulla da aggiungere.
