Dental implant components
Customised 3D multisensor measuring technology for rapid quality and safe process control
Contact us
Multi‑part endosseous dental implants are made up of small, complex, precision components, including the abutment, which have to meet very strict dimension and tolerance requirements. Abutment blanks, or prefabs, are used to quickly produce customised abutments and are delivered to dental laboratories and milling centres with an industrially prefabricated connection geometry that is compatible with multiple implant systems. Dental laboratories and milling centres then use digital CAD/CAM systems to mill the abutment to fit an individual patient’s needs.
There is no room for error, and abutment blank manufacturers use multisensor coordinate measuring machines (CMMs) to perform a documented inspection of each abutment blank they produce. It is also crucial for manufacturers to achieve high levels of output, so they rely on CMMs that combine fast throughput with accuracy to perform serial measurements.
 High measuring throughput
High measuring throughput
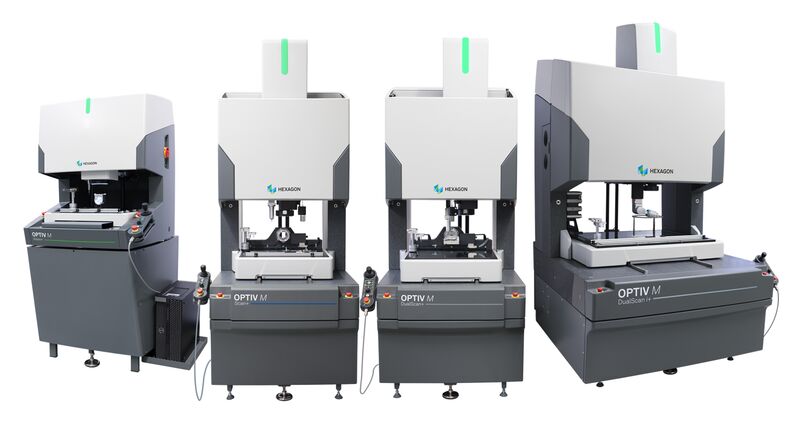
That’s why rapid inspection is a key productivity driver for abutment blank manufacturers, and that's why Hexagon has developed its OPTIV M multisensor CMMs to be configurable for their specific throughput demands. Running the market-leading PC-DMIS metrology software and with a range of available sensors plus additional enhancement packages, each of the four OPTIV M models Vision+, Scan+, DualScan+, and DualScan i+ can be tailored beyond its basic configuration. This modularity enables OPTIV M CMMs to flexibly adapt to varying measuring tasks at individual quality gates along the production line of abutment blanks.
Full application coverage with multisensor technology
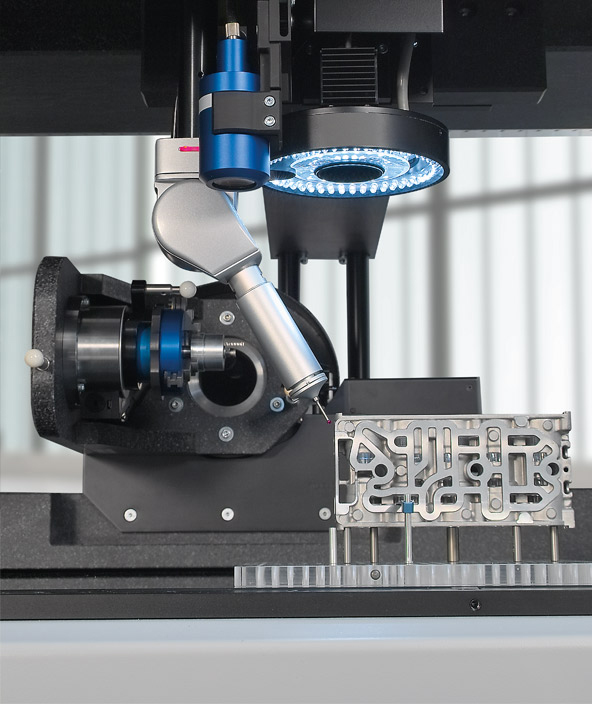
The implant-abutment interface is designed for the smallest micro gaps to ensure the position stability of the abutment under chewing load. A perfect tight fit is also important from a microbiological point of view (bacterial tightness). Depending on the implant system, there are different mechanical implementations of this interface. It can be designed as a conical connection or butt joint; polygonal structures or complex groove‑cam geometries serve as an anti‑rotation device.
OPTIV M multisensor CMMs allow for the inspection of all functional geometric characteristics of the abutment blank’s precast implant connection.
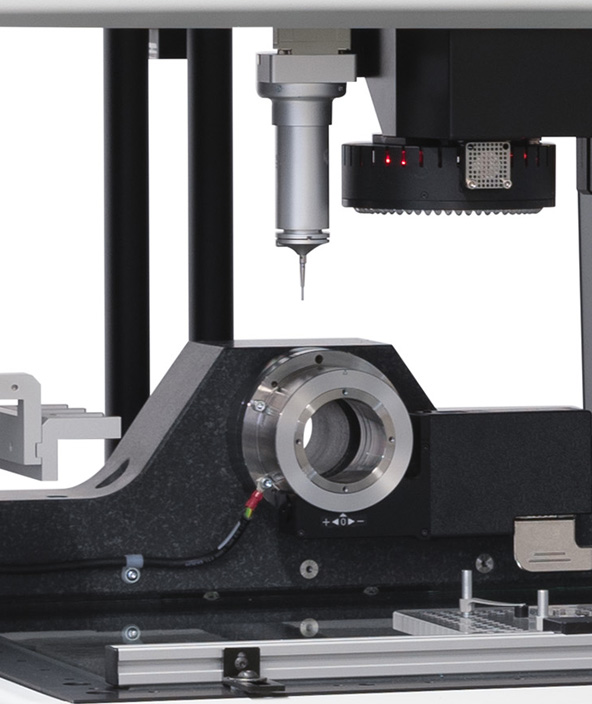
OPTIV M Vision+
Multisensor solution for universal 2D and 3D measuring tasks
OPTIV M Vision+ provides an all-in-one solution for the multisensor measurement of geometric size features. The machine’s vision sensor offers 10x motorized zoom optics with a digital high-resolution CMOS color camera and presents the fastest way to capture all edges of the connection geometry visible in the back light or top light. With magnification and illumination individually adjusted, the vision sensor allows distances, radii, angles, and diameters of anti-rotation devices of different designs and sizes to be measured with high accuracy and repeatability. As part of the optical pre-alignment, PC-DMIS detects varying rotational positions of the prefabs at each clamping position on a pallet and measures the polygonal connection geometry independently of this. This saves time when setting up pallets. The MultiCapture feature enables the simultaneous measurement of all edges of an anti-rotation device that fit within the same field of view and accelerates the measurement process by 35-70%.
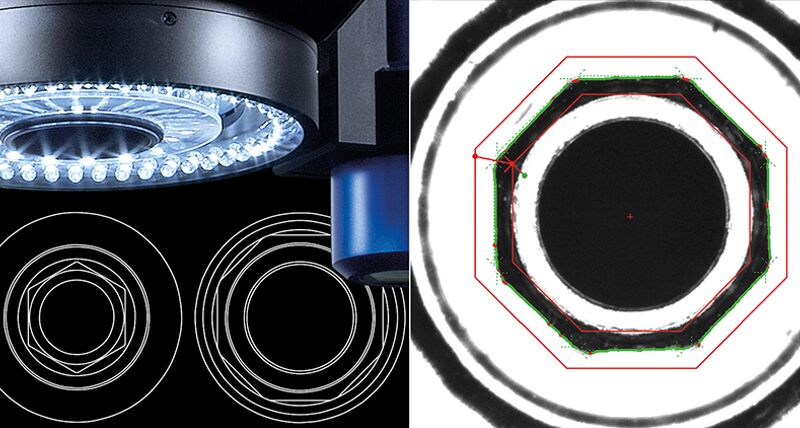
Visible edges of the connection geometry are measured with the vision sensor.

The measurement of 3D elements and evaluation of three-dimensional position tolerances is accomplished by
measuring discrete points using the HP‑THDe touch trigger probe.
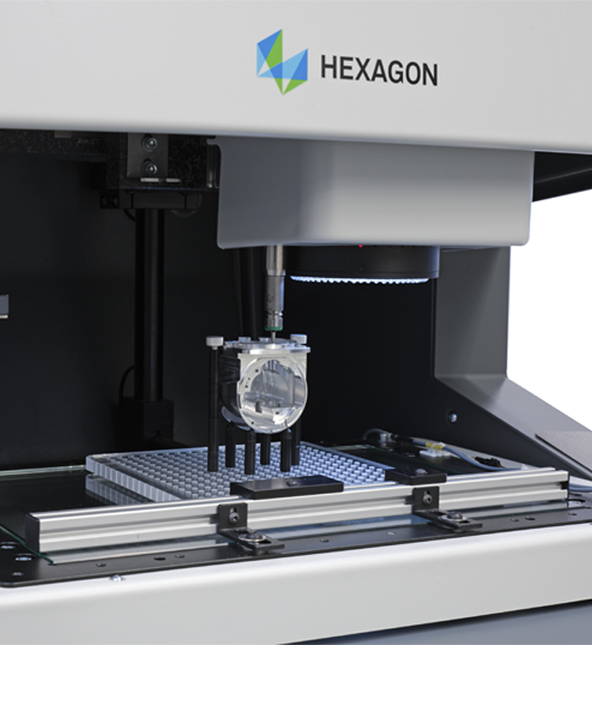
OPTIV M Scan+
Additional scanning capabilities for quick form and profile measurements
OPTIV M Scan+ takes throughput up a notch by using the HP‑S‑X1C tactile scanning probe to determine both the form deviation of the screw channel and the conical sealing seat. The HP‑S‑X1C tactile scanning probe has a measuring rate of up to 1000 points per second, giving it a major speed advantage over touch trigger probes.
The Fly2 Mode trajectory optimization feature automatically optimises the motion path of an OPTIV M multisensor CMM. Enabling the probe to glide between measurement points via the smoothest and most efficient path, Fly2 Mode reduces the time taken to execute a measurement program. The feature is particularly effective when measuring many palletised abutment blanks and also contributes to reduced internal machine stress resulting in lower maintenance requirements.

The form deviation of the screw channel and the conical sealing seat is determined by tactile scanning with the HP‑S‑X1C scanning probe.
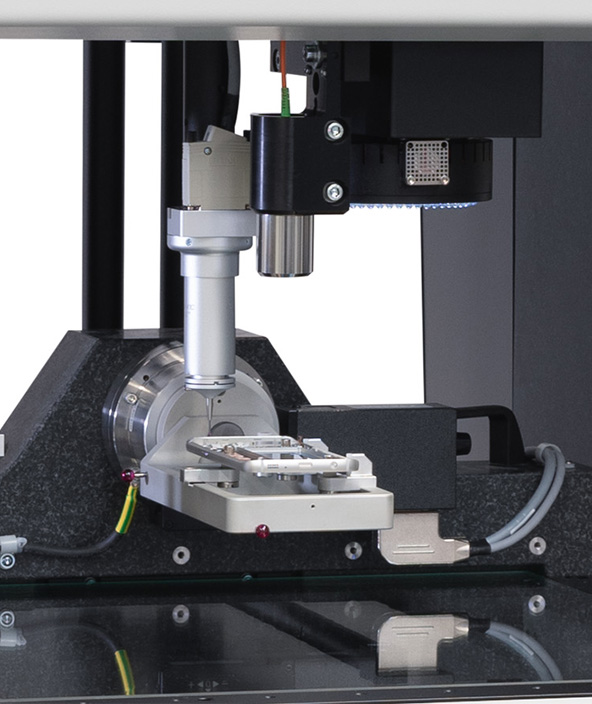
The chromatic confocal white light sensor OPTIV CWS offers the highest level of throughput. It works largely independently of the surface and allows high-resolution measurement of reflective prefab materials with very low measurement uncertainty.
The OPTIV CWS enables surface scanning at maximum speed while meeting the highest tolerance requirements. Thanks to its high angular acceptance of up to ±45°, the OPTIV CWS can measure accurately and quickly on inclined surfaces and the steep flanks of the prefabs.
The flatness of some functional surfaces is determined by scanning with the optical white light sensor (OPTIV CWS).
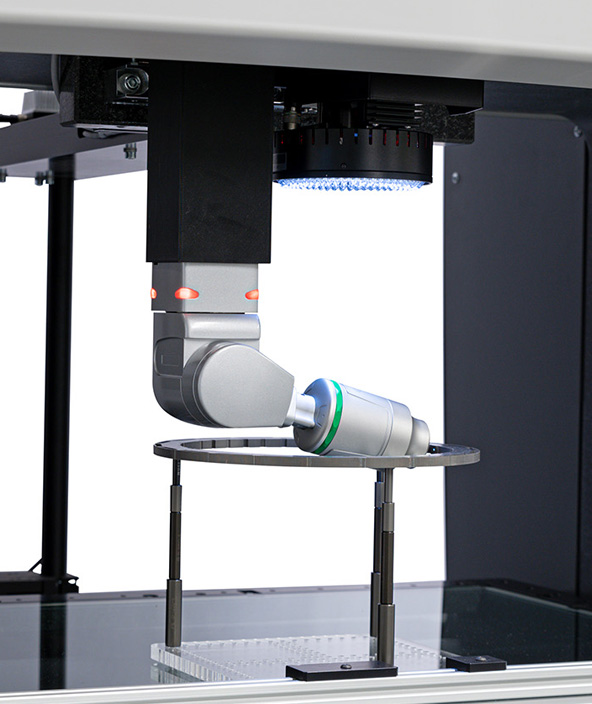
OPTIV M DualScan+ and OPTIV M DualScan i+
Cycle-time improvements through optimal feature accessibility
OPTIV M DualScan+ is equipped with two independent sensor axes (OPTIV Dual Z technology) that allows optimum accessibility to the measuring positions on the abutment blanks by moving the inactive sensor out of the measuring range. This reduces the number of required probe changes and, consequently, further increases batch measurement throughput.
To further increase application flexibility, OPTIV M DualScan i+ features automatically exchangeable sensors on a motorized sensor head. With an articulating sensor head, optical and tactile sensors can be flexibly positioned towards the abutment blank, in particular to the respective flanks of locking grooves and cams on its anti-rotation device. This considerably extends each sensor’s range of application and functional size and form features in hard‑to‑access spatial orientations around the abutment blanks can be measured in one setup and within one automated measurement cycle.
Enhancing speed with multisensor technology
OPTIV M multisensor technology makes it easy to use image processing sensors, optical distance sensors, and tactile sensors to capture all the geometric characteristics of a prefab within a single inspection cycle. And because operators are not switching between several single-purpose measuring machines, they can collect the measuring points for a complete dimensional workpiece analysis and statistical process control within a very short time.
Close-to-production measuring saves time
The capture and evaluation of measurement data directly on the production line enables quick process control, which, in turn, allows rapid remedies to be taken to reduce scrap. OPTIV M combines intelligent technologies for automation integration and networking of the measuring machine in production environments.
Statistical process control (SPC), gauge capability and process capability
OPTIV M CMMs transfer measurement data via a standardised data interface (AQDEF) to the Q‑DAS statistical analysis software. The Q‑DAS O‑QIS software visualises measurement data in real‑time and monitors it statistically. In case of violations of SPC alarm criteria, the CMM operator will be informed systematically and can intervene in the manufacturing process by taking corrective action, before generating expensive scrap.Inspecting 100% of abutment blanks during production ensures sustainable compliance with critical product characteristics. Confidence that the OPTIV M CMM is achieving optimum measuring results is provided by the Q‑DAS solara.MP software, which performs statistical measurement analyses to prove the measurement system capability (capability indexes Cg and Cgk).
The proof of process capability (capability indexes Cp and Cpk) is provided using the Q‑DAS qs‑STAT software. These analyses allow conclusions about significant influences due to different production machines, prefab batches, and temperatures. Q‑DAS qs‑STAT clearly visualises and evaluates these influences to derive improvement and cost‑saving potentials.

Q‑DAS statistical analysis software: The Q‑DAS O‑QIS software allows real-time visualisation and
SPC alarm monitoring of the inspection of abutment blanks during production.
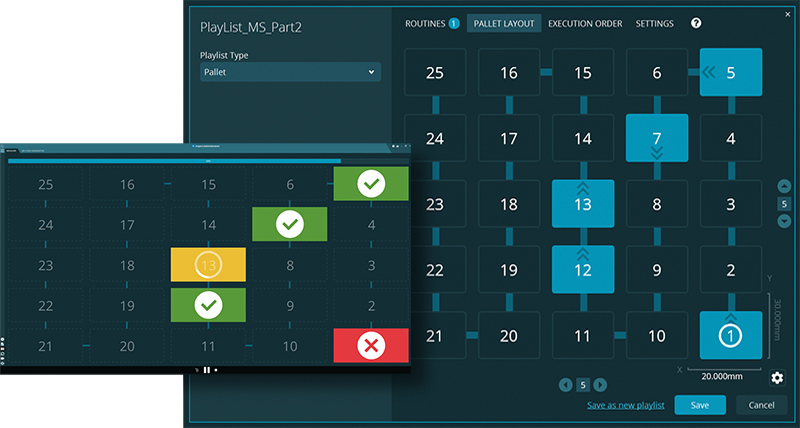
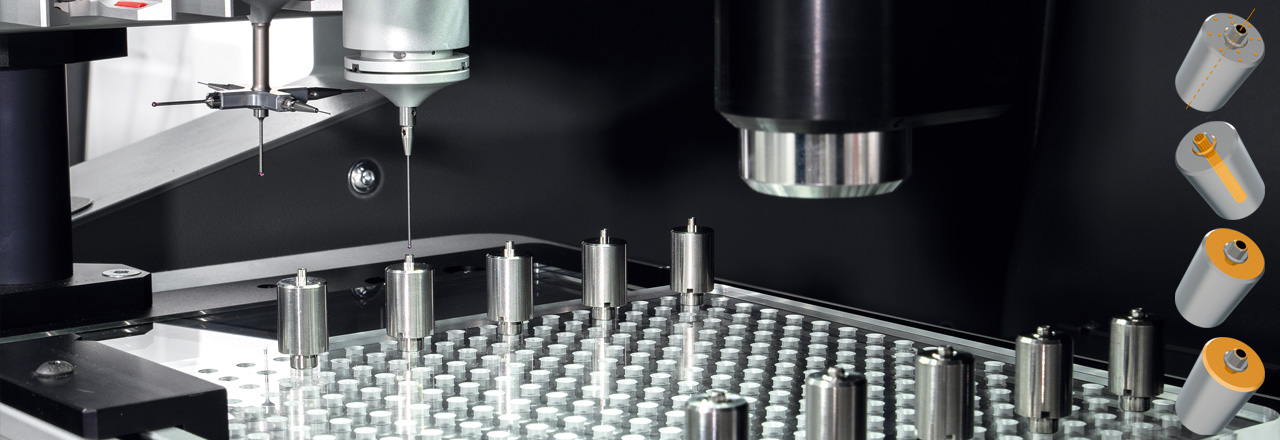
With PC‑DMIS Inspect Pallet, the CMM operator can quickly and easily configure predefined PC‑DMIS measuring routines for a pallet run.
Automated pallet measurement
PC‑DMIS Inspect gives the production-level CMM operator an interactive graphical user interface, which allows predefined PC‑DMIS measuring routines to be selected and set up for the pallet run. The intuitive software enables quick definition of pallet parameters, such as alignment, fixture pattern, offsets, and run parameters. Pallets qualified in this way can then be changed within a few seconds without the need for re‑referencing.
Standard-compliant process validation
The quality of the abutment blanks has to be documented seamlessly, and this documentation has to be both traceable and tamper-proof, with national and international standards defining the requirements for electronic records and signatures. The Q‑DAS statistical analysis software complies with the requirements for validation according to the standards of the American 21 CFR Part 11 and the European GMP guideline Annex 11.PC‑DMIS Protect helps quality managers work towards process compliance by enabling them to trace changes to previously protected measuring routines. The software pursues a role-base concept. Programmers can certify measuring routines and subsequently also modify them at any time. Any modifications to a protected measuring routine are tracked in a traceable way and displayed chronologically in the Protect Log Viewer. This simplifies the audit of certified measuring routines, which have already been released for the production environment. Users assigned the role of the operator can only execute certified measuring routines.

With PC‑DMIS Protect, the permission to change measuring routines can be limited to an authorised group of persons.
Changes to a previously certified, i.e. protected measuring routine, are tracked in a traceable way.