Accurate and time-saving
Time savings, more accuracy and considerably higher process reliability needn‘t be mutually exclusive. The IRP40.40-LF touch probe by m&h with THERMO-LOCK® technology has ensured Feinmechanik Leipold noticeably better efficiency.
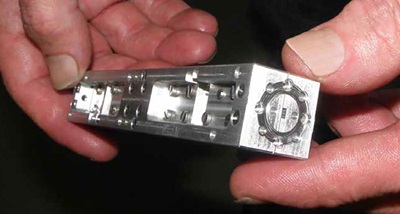
Small production facility Feinmechanik Leipold on the edge of the Thuringian Forest specialises in small structures in precision tools. While Düsenfabrik Leipold, which is based at the same site, produces a wide range of different spray nozzles for air conditioning, the pharmaceutical industry, environmental technology, spray drying, plant engineering and many more applications, Feinmechanik Leipold specialises in complex components with the finest of structures, which are produced in small series. Such small parts with miniaturised contours are also subject to especially high accuracy requirements with narrow tolerances. Previously, production was equally as complex, with ever more errors.
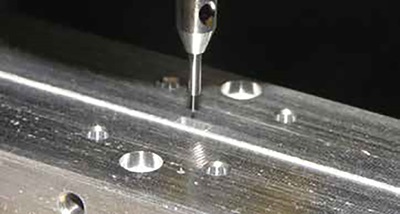
 A more accurate machine is just one of the many requirements for precise manufacturing. Other influential factors like magazine, temperatures in the machine and, above all, clamping situations exert equally significant impact on the attainable accuracy. Touch probes could be used to determine the position of parts, but not small contours, which were not recognised by the 6mm diameter tooling ball. Even selecting a ball with only a 1mm diameter would not recognise the small contours that need to be measured at Leipold. “We have to measure a recess just 0.3mm wide,” explains Fredi Leipold. “It is the starting point for the fit sizes of other contours and only has a tolerance of +/- 2 μ”.
A more accurate machine is just one of the many requirements for precise manufacturing. Other influential factors like magazine, temperatures in the machine and, above all, clamping situations exert equally significant impact on the attainable accuracy. Touch probes could be used to determine the position of parts, but not small contours, which were not recognised by the 6mm diameter tooling ball. Even selecting a ball with only a 1mm diameter would not recognise the small contours that need to be measured at Leipold. “We have to measure a recess just 0.3mm wide,” explains Fredi Leipold. “It is the starting point for the fit sizes of other contours and only has a tolerance of +/- 2 μ”.
Probing the part position during setup is carried out with a m&h touch probe with a tooling ball diameter of 6mm. This touch probe communicates with the machine control unit via the tried and tested m&h infrared transmission technology with HDR technology. It delivers extremely high performance and process reliability as protocol suites are transmitted rather than individual signals, which prevents unwanted disturbances due to light or other interfering signals.
Accurate preliminary work could be relied upon for sensitive machining, but critical machining was not mechanically calibrated. After milling a precision groove, the exact position of the groove edges must be surveyed using a microscope incorporated in a shank in the machine spindle in order to align additional geometries. μ is the aim here, and this takes time. Each new part requires a machining time of around 3.5 hours. Manual orientation inaccuracies, calculation of the centre or interpolation errors resulted in irreparable waste. Using the machine‘s handwheel while looking into the microscope also leads to collisions and damage again and again. In addition, the microscope was not always stable enough.
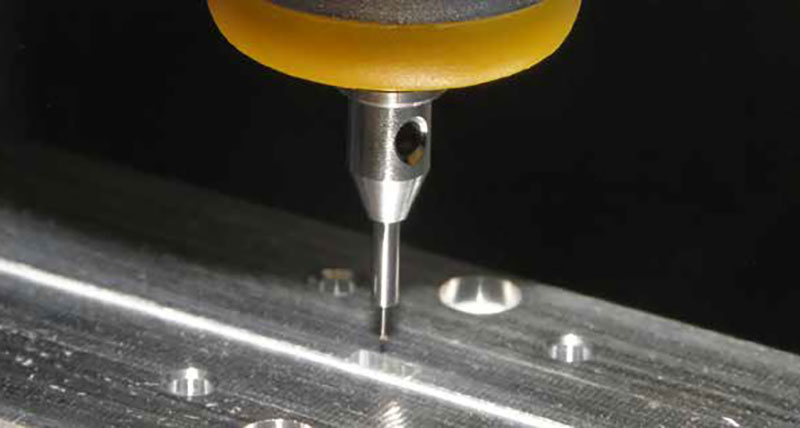
Some time ago, m&h launched a new infrared touch probe. The IRP40.40-LF is a symbiosis of an m&h touch probe and a measuring mechanism from the Hexagon group, which was originally developed for the measuring machine. Using styli with extremely small tooling balls from 0.2mm in diameter enables even the smallest of contours to be measured with the lowest of measuring pressures, making this measuring mechanism suited to measuring on relatively soft surfaces, sensitive materials or extremely narrow geometries, which would be jeopardised when probing with higher measuring pressure.
The low-force measuring mechanism is sealed to IP68 standard and prepared for adverse conditions without changing the measurement characteristics and low measuring pressure. It is also integrated in the m&h probe body and can therefore communicate with the existing receiver in the magazine and the control unit via the infrared diodes of the touch probe and be used like any other touch probe. This enables Feinmechanik Leipold to mechanically measure extremely small contours. Expensive measuring microscopes became obsolete. There is no need for continuous retrofitting, “...and there are no more manual errors or miscalculations,” enthuses Fredi Leipold.
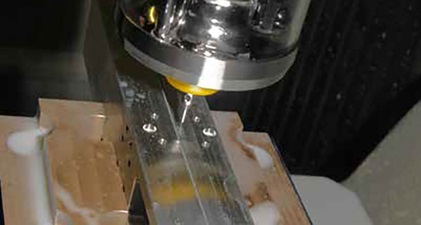
 And Leipold has noticed something else: “we no longer have any deviation along the Z axis”. This is due to the fact that the IRP40.40-LF touch probe purchased is the THERMOLOCK ® version. This technology, patented by m&h, prevents heat expansion of the shank to the probe body or measuring mechanism. All of the probes are generally still inserted from he magazine at around 22-24°C into the warm working spindle, whose rotor operate at temperatures of 40°C and occasionally far beyond 60°C. As a result, standard touch probes expand and considerably distort the measuring values. Measurements carried out at machine manufacturers have shown that the inserted touch probes expand by hundredths and even tenths within minutes of being inserted into the spindle, regardless of shank or size. The fact that the inside of the probe body is not necessary symmetrical on the inside also means that the expansion is inevitably uneven. We’re pretty much talking about measuring using bananas.
And Leipold has noticed something else: “we no longer have any deviation along the Z axis”. This is due to the fact that the IRP40.40-LF touch probe purchased is the THERMOLOCK ® version. This technology, patented by m&h, prevents heat expansion of the shank to the probe body or measuring mechanism. All of the probes are generally still inserted from he magazine at around 22-24°C into the warm working spindle, whose rotor operate at temperatures of 40°C and occasionally far beyond 60°C. As a result, standard touch probes expand and considerably distort the measuring values. Measurements carried out at machine manufacturers have shown that the inserted touch probes expand by hundredths and even tenths within minutes of being inserted into the spindle, regardless of shank or size. The fact that the inside of the probe body is not necessary symmetrical on the inside also means that the expansion is inevitably uneven. We’re pretty much talking about measuring using bananas.
 Tests involving several machine manufacturers have shown that m&h THERMO-LOCK® technology minimises this heat expansion to less than one μ and the touch probes are also accurate in dimension. This is why touch probes with THERMO-LOCK® technology also contain a special insulating material similar to glass ceramic, which prevents heat expansion. Their unparalleled accuracy means that these THERMO-LOCK® probes are recommended by many machine manufacturers. This is an experience that Fredi Leipold shares: “With the THERMO-LOCK® touch probe, measuring values are always 100% constant”. According to him, it won’t be the only probe of its kind used at Leipold for long.
Tests involving several machine manufacturers have shown that m&h THERMO-LOCK® technology minimises this heat expansion to less than one μ and the touch probes are also accurate in dimension. This is why touch probes with THERMO-LOCK® technology also contain a special insulating material similar to glass ceramic, which prevents heat expansion. Their unparalleled accuracy means that these THERMO-LOCK® probes are recommended by many machine manufacturers. This is an experience that Fredi Leipold shares: “With the THERMO-LOCK® touch probe, measuring values are always 100% constant”. According to him, it won’t be the only probe of its kind used at Leipold for long.
Considering the fact that Leipold has to calibrate every machining side of its parts to minute contours, this is a very strong statement of intent. “We are quite well ahead when it comes to precision,” enthuses Fredi Leipold.
Using a small m&h probe with THERMO-LOCK® technology at Feinmechanik Leipold has a range of benefits and has markedly improved operations. It‘s not just about being able to probe even the smallest of contours securely and accurately. The ability to carry the entire process out via the control system not only saves time, it also prevents manual errors, both in terms of recording measuring values and the subsequent calculation and input of correction values. This makes additional measuring equipment like the microscope just as superfluous as time-consuming manual tasks. Everything is done inside the control system and in standard machining programme sequences. “Solid process reliability is the essential thing for us,” emphasises Fredi Leipold. “We no longer have any complaints due to inaccuracies. Where we used to have to hope, we now know that it fits. And we now have markedly lower costs!” Latent sources of errors have been eliminated. The machining process is now more secure and considerably faster. “What used to take 3 1/2 hours can now be achieved in under 35 minutes.” This unexpected leap in productivity makes a considerable contribution to increased capacity and significantly better efficiency at Feinmechanik Leipold.
The example of Feinmechanik Leipold clearly demonstrates that the supposed unproductive measuring during production considerably improves productivity in mass production. Processes are stabilised and the production process is much more secure. Waste and reworking are avoided to a large extent. At Feinmechanik Leipold, all of these factors combine to result in an extraordinary 83.4% increase in productivity.
Even if these results are due to the specific conditions at Feinmechanik Leipold, it is also clear that processes should repeatedly be considered as a whole. New products like the m&h/Hexagon Metrology IRP40.40-LF infrared touch probe with THERMO-LOCK® technology make this possible. It’s pretty much a win-win situation.
