Processing new materials more precisely
Contact us

5AX Performance GmbH specialises in processing fibre composites, Inconel and other modern materials precisely and economically with more process reliability. PCD tools, which are measured without contact in the tool setter, are the primary starting point for high precision and surface quality of composite materials. They are measured in the spindle at a nominal speed with m&h/Hexagon Manufacturing Intelligence laser tool measuring systems.
 “We specialise in materials that are difficult to machine, carbon fibre parts, complex contours and parts that are difficult to add tension to but have a high degree of accuracy,” Andreas Daunderer, Managing Director of Inning am Ammersee-based 5AXperformance, explains its typical range of parts for machining. Pilot series, small series and prototypes with quantities between one part and hundreds of parts per batch presents the company with constant challenges. It takes great pleasure in difficult machining and engineering-related manufacturing tasks, such as those typically required by the motorsport and aviation industry and increasingly in machine and plant engineering. Many customers prefer to leave modern materials, which are generally expected to cause machining issues, to 5AXperformance to process. Inconel, high alloy steels, aluminium alloys and other high-strength metals are also represented alongside fibre composites.
“We specialise in materials that are difficult to machine, carbon fibre parts, complex contours and parts that are difficult to add tension to but have a high degree of accuracy,” Andreas Daunderer, Managing Director of Inning am Ammersee-based 5AXperformance, explains its typical range of parts for machining. Pilot series, small series and prototypes with quantities between one part and hundreds of parts per batch presents the company with constant challenges. It takes great pleasure in difficult machining and engineering-related manufacturing tasks, such as those typically required by the motorsport and aviation industry and increasingly in machine and plant engineering. Many customers prefer to leave modern materials, which are generally expected to cause machining issues, to 5AXperformance to process. Inconel, high alloy steels, aluminium alloys and other high-strength metals are also represented alongside fibre composites.
Carbon fibre composites are regularly used on 5AXperformance ‘s machines. Depending on the processing task, this can be done dry, where dust is extracted during the process. Wet processing is also not a problem, provided that the parts specification allows this, but this machining always uses tools with PCD cutters. They not only impress with long lifetimes, they also generally have considerably better surfaces.
 “The normal carbide cutter not only wears out quickly when it comes to composites, it also leaves behind bad surface quality,” explains Andreas Daunderer. The reason for this is that the cutter cuts into the composite and extracts dust, often damaging the laminate. “Machining with the PCD cutter is more like grinding than classic machining with hard metal cutters,” adds Daunderer based on his experience.
“The normal carbide cutter not only wears out quickly when it comes to composites, it also leaves behind bad surface quality,” explains Andreas Daunderer. The reason for this is that the cutter cuts into the composite and extracts dust, often damaging the laminate. “Machining with the PCD cutter is more like grinding than classic machining with hard metal cutters,” adds Daunderer based on his experience.
PCD cutters have a reputation for being extremely sensitive to harsh movements, which is the case for measuring cutters on contact-based tool measuring systems. Contactless measuring is therefore indispensable for PCD cutters. As a result, 5AXperformance machining centres are equipped with m&h/Hexagon Manufacturing Intelligence laser tool measuring systems. Tools are measured under tension and mostly at the nominal speed of their later processing. This not only records the clamping situation and the current situation in the spindle cone, it also takes into account any wobbling due to deviation or other machine influences. This helps to ensure much more accurate values than would otherwise be possible with tool presetters and is therefore a requirement for truly precise machine operation.
We achieve longer cutter lifetimes with the breakage control, as we don't have to change tools as a precaution.
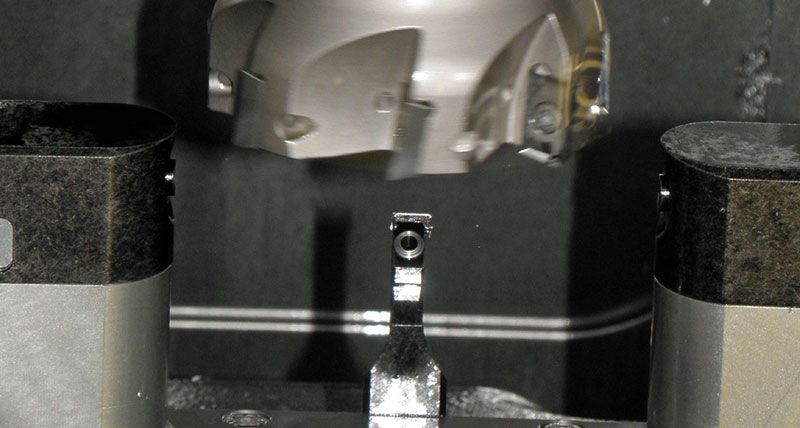
m&h laser tool measuring systems are immediately mounted on the machine table and follow all the movements of the tilting table. Constant flying chips and coolant are excluded during processing. Despite adverse environmental conditions, the lasers work reliably and completely untouched. Only the fine fibre dust makes them an issue. This is due to the extremely sturdy construction of these devices, which are now available from m&h in several series for a range of different applications. In this case, the laser is made from a single steel body, which is not only sturdy, it has the same thermal performance as the machine table. This ensures a high degree of accuracy. The laser optics are protected from any dirt by an electronic locking system, even if the machine is switched off there is no compressed air. This locking system only opens when a measurement is requested, clearing the way for the highly focused laser beam. The cutters are measured at the focus point, which are set up extremely accurately and reliably using setup assistance. The measuring itself is done under an air curtain, with compressed air being blown out through the laser chamber so that no dirt particles can penetrate the laser optics during the measuring process.
 The cutter to be measured has a high-speed air jet blown towards it at the focus point to remove any dirt adhesion. This is why m&h laser tool measuring systems have a de Laval nozzle, which directs the air jet and accelerates the centre of the beam reaching the speed of sound. This ensures that the actual tool contour is measured rather than any adhesions or coolant drops. m&h control cycles also guarantee that any coolant drops or chip fragments crossing the laser beam do not trigger a false signal instead of the tool blade or cause an unplanned machine stoppage. This procedure and the highly focused laser beam ensure maximum accuracy while maintaining unparalleled operational reliability in comparison to other systems.
The cutter to be measured has a high-speed air jet blown towards it at the focus point to remove any dirt adhesion. This is why m&h laser tool measuring systems have a de Laval nozzle, which directs the air jet and accelerates the centre of the beam reaching the speed of sound. This ensures that the actual tool contour is measured rather than any adhesions or coolant drops. m&h control cycles also guarantee that any coolant drops or chip fragments crossing the laser beam do not trigger a false signal instead of the tool blade or cause an unplanned machine stoppage. This procedure and the highly focused laser beam ensure maximum accuracy while maintaining unparalleled operational reliability in comparison to other systems.
“Up to now, we haven’t had a pre-setting tool and we have measured all of our tools using m&h laser tool measuring systems in our machines without a problem for eight years,” explains Andreas Daunderer. “We only need to clean the optocs chamber relatively rarely. Despite chips and coolant drops, m&h laser tool measuring systems do not need any other special maintenance, even when it comes to our fibre chips. They are 100% reliable.”
Fibre composite parts made by 5AXperformance often involve inserts, which are sandwiched between other layers of a larger component in order to reinforce structures or absorb forces in guide systems and connecting elements. Even light carbon fibre pressure containers are milled and provided with fits and threads. The reliable presence of the cutter is vital for thread milling. This is why not only lengths and diameters are measured; cutters are also checked after operations. “We achieve longer cutter lifetimes with the breakage control, as we don’t have to change tools as a precaution,” explains Daunderer. “Simultaneously, tool breakage control in the machine increases our operational reliability because we are alerted to any cutter breakages immediately and we don’t ruin expensive follow-on tools or even customers’ tools. On the whole, we experience far fewer interruptions. This gives us speed and comfort. “This security is invaluable, especially when it comes to machining programmes which run unmanned.
 Thanks to m&h measuring probes and software, 5AXperformance can check the tools themselves and devices under tension on the machine. Like the laser tool setter, m&h steel measuring probes, which are sealed to IP68 standard and have diodes protected with toughened glass, are specially designed for difficult environmental conditions in tool setters. The control signal transmission uses HDR technology via infrared signals and is reliable and consistently fast. With the help of m&h 3D Form Inspect software and its Best Fit feature, the clamping fixtures at 5AXperformance are quickly prepared and calibrated using the critical contour points. The machined parts can be measured in mere minutes both on free-form surfaces and any desired geometry and carry out a target/performance comparison in the machine. But that’s a story for another time. One thing remains to be determined: 5AXperformance offers high-tech manufacturing on the Ammersee, in no small part thanks to m&h measuring systems.
Thanks to m&h measuring probes and software, 5AXperformance can check the tools themselves and devices under tension on the machine. Like the laser tool setter, m&h steel measuring probes, which are sealed to IP68 standard and have diodes protected with toughened glass, are specially designed for difficult environmental conditions in tool setters. The control signal transmission uses HDR technology via infrared signals and is reliable and consistently fast. With the help of m&h 3D Form Inspect software and its Best Fit feature, the clamping fixtures at 5AXperformance are quickly prepared and calibrated using the critical contour points. The machined parts can be measured in mere minutes both on free-form surfaces and any desired geometry and carry out a target/performance comparison in the machine. But that’s a story for another time. One thing remains to be determined: 5AXperformance offers high-tech manufacturing on the Ammersee, in no small part thanks to m&h measuring systems.
