Neue Werkstoffe präzise bearbeiten
Kontakt

Faserverbundwerkstoffe, Inconel und andere
moderne Werkstoffe präzise, prozesssicher und
wirtschaftlich zu bearbeiten ist das Metier des
Spezialisten 5AXperformance GmbH. Vor allem
PKD-Werkzeuge, in der Werkzeugmaschine
berührungslos gemessen, sind Ausgangspunkt
der hohen Präzision und Oberflächenqualität
bei den Verbundwerkstoffen. Gemessen werden
sie in der Spindel bei Nenngeschwindigkeit mit
m&h Laser-Werkzeugmesssystemen.
 „Schwer zerspanbare Werkstoffe, Werkstücke aus
Kohlefaser, schwierige Konturen, Werkstücke die
schwierig zu spannen sind, aber hohe Genauigkeiten
bei engen Toleranzen aufweisen, sind unser Metier“, beschreibt Andreas Daunderer, Geschäftsführer der Firma 5AXperformance in Inning am Ammersee sein typisches Teilespektrum für die Zerspanung. Null-Serien, Kleinserien und Prototypen mit Stückzahlen zwischen nur einem Werkstück bis hin zu einigen hundert Teilen je Fertigungslos bescheren der Firma ständig wechselnde Herausforderungen. Hier hat man spürbar Freude an schwierigen Zerspanungen und ingenieurtechnischen Fertigungsaufgaben, wie sie beispielsweise im Motorsport, der Luftfahrtindustrie und zunehmend auch im Maschinen- und Anlagenbau typisch sind. Moderne Werkstoffe, von denen man gemeinhin erwartet, mit Zerspanungsproblemen konfrontiert zu werden, lassen viele Kunden gerne erst einmal bei 5AXperformance bearbeiten. Inconel, hoch legierte Stähle, Aluminiumlegierungen und andere hochfeste Metalle sind ebenso vertreten, wie moderne Faserverbundwerkstoffe.
„Schwer zerspanbare Werkstoffe, Werkstücke aus
Kohlefaser, schwierige Konturen, Werkstücke die
schwierig zu spannen sind, aber hohe Genauigkeiten
bei engen Toleranzen aufweisen, sind unser Metier“, beschreibt Andreas Daunderer, Geschäftsführer der Firma 5AXperformance in Inning am Ammersee sein typisches Teilespektrum für die Zerspanung. Null-Serien, Kleinserien und Prototypen mit Stückzahlen zwischen nur einem Werkstück bis hin zu einigen hundert Teilen je Fertigungslos bescheren der Firma ständig wechselnde Herausforderungen. Hier hat man spürbar Freude an schwierigen Zerspanungen und ingenieurtechnischen Fertigungsaufgaben, wie sie beispielsweise im Motorsport, der Luftfahrtindustrie und zunehmend auch im Maschinen- und Anlagenbau typisch sind. Moderne Werkstoffe, von denen man gemeinhin erwartet, mit Zerspanungsproblemen konfrontiert zu werden, lassen viele Kunden gerne erst einmal bei 5AXperformance bearbeiten. Inconel, hoch legierte Stähle, Aluminiumlegierungen und andere hochfeste Metalle sind ebenso vertreten, wie moderne Faserverbundwerkstoffe.
Kohlefaser-Verbundwerkstoffe sind regelmäßig auf den Maschinen von 5AXperformance zu finden. Je nach Bearbeitungsaufgabe wird trocken bearbeitet, wobei der Spänestaub während der Bearbeitung abgesaugt wird.
Gerne wird aber auch nass bearbeitet, wenn die Teile-spezifikation das zulässt. Immer sind bei diesen Zer-spanungen aber Werkzeuge mit Schneiden aus PKD im
Einsatz. Sie glänzen nicht nur mit langen Standzeiten,
sondern erzeugen generell deutlich bessere Oberflächen.
 „Die normale Hartmetallschneide verschleißt bei Verbund-werkstoffen nicht nur schnell, sondern hinterlässt meist eine schlechte Oberflächenbeschaffenheit“ erklärt Andreas Daunderer. Grund dafür ist, dass die Schneide in die Lagen des Verbundwerkstoffes hineinschneidet und dann die Späne heraus reißt, wobei meist der Laminatverbund beschädigt wird. „Die Zerspanung mit der PKD-Schneide ähnelt mehr dem Schleifen als dem klassischen Zerspanen mit Hartmetallschneiden“, ergänzt Daunderer seine Erfahrung.
„Die normale Hartmetallschneide verschleißt bei Verbund-werkstoffen nicht nur schnell, sondern hinterlässt meist eine schlechte Oberflächenbeschaffenheit“ erklärt Andreas Daunderer. Grund dafür ist, dass die Schneide in die Lagen des Verbundwerkstoffes hineinschneidet und dann die Späne heraus reißt, wobei meist der Laminatverbund beschädigt wird. „Die Zerspanung mit der PKD-Schneide ähnelt mehr dem Schleifen als dem klassischen Zerspanen mit Hartmetallschneiden“, ergänzt Daunderer seine Erfahrung.
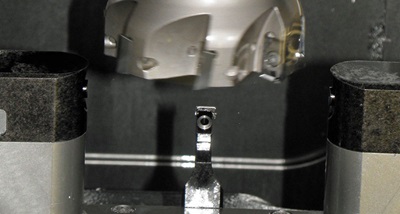
PKD-Schneiden stehen aber auch im Ruf, sehr empfindlich gegen unsanfte Berührungen zu sein, wie es etwa beim Messen der Schneiden an berührenden Werkzeugmesssystemen der Fall ist. Deshalb ist bei PKD-Schneiden berührungsloses Messen unabdingbar. Die Bearbeitungszentren bei 5AXperformance sind deshalb mit m&h Laser- Werkzeugmesssystemen ausgerüstet. Die Werkzeuge werden sämtlich in ihrer Spannsituation und meist mit der Nenngeschwindigkeit der späteren Bearbeitung gemessen. Somit wird nicht nur die Spannsituation mit Spindeleinzugskraft und tatsächlicher Lage im Spindelkonus erfasst, sondern auch etwaige Taumelfehler durch Auslenkung oder andere Maschineneinflüsse berücksichtigt. Dies verhilft zu wesentlich genaueren Werten als dies mit Werkzeugvoreinstellgeräten möglich wäre und ist somit Voraussetzung für wirklich präzises Arbeiten in der Maschine.
Mit der Bruchkontrolle erreichen wir längere Standzeiten der Schneiden, weil wir nicht vorsorglich Werkzeuge wechseln müssen. Die m&h Laser-Werkzeugmesssystemen von sind unmittelbar am Maschinentisch montiert und vollführen alle Bewegungen des Schwenktisches mit. Während der Bearbeitung sind sie ständigem Spänebeschuss und Kühlmittelregen ausgesetzt. Trotz der widrigen Umfeldbedingungen arbeiten diese Laser zuverlässig und völlig unbeeindruckt. Selbst der feinen Faserstaub macht ihnen nicht zu schaffen. Verantwortlich dafür ist die äußerst robuste Konstruktion dieser Geräte, die es von m&h mittlerweile in mehreren Baureihen für die unterschiedlichsten Anwendungsprofile gibt. Im vorliegenden Fall ist der Laser aus einem einzigen Körper aus Edelstahl gefertigt, der nicht nur robust ist, sondern das gleiche Wärmeverhalten wie der Maschinentisch selbst aufweist. Das sorgt für hohe Genauigkeit. Die Laseroptik ist durch einen elektromechanischen Verschluss vor Schmutz geschützt, auch wenn die Maschine selbst abgeschaltet ist und keine Druckluft anliegt. Nur im bei Aufruf des Messens öffnet dieser Verschluss und gibt den Weg für den stark fokussierten Laserstrahl frei. Gemessen werden die Schneiden dann im Fokuspunkt, der mittels einer Einrichtehilfe auf einfache Weise, aber sehr genau und zuverlässig eingerichtet wird. Die Messung selbst wird unter Sperrluft durchgeführt, wobei Druckluft durch die Laserkammern nach außen geblasen wird, sodass auch während der Messung keine Schmutzpartikel zur Laseroptik vordringen können.
 Die zu messende Schneide wird auf Ihrem Weg zum Fokuspunkt
von einer Strahleinrichtung mit Hochgeschwindigkeitsluftstrahl
abgeblasen, damit jegliche Schmutzanhaftung
entfernt wird. Dazu verfügen die Laser- Werkzeugmesssystemen
von m&h über eine sogenannte Lavaldüse, die
den Luftstrahl richtet und derart beschleunigt, dass in
der Strahlmitte sogar Schallgeschwindigkeit erreicht wird.
So wird sichergestellt, dass die wirkliche Werkzeugkontur
gemessen wird und nicht irgendwelche Anhaftungen oder
Kühlmitteltropfen. Die m&h Steuerungszyklen garantieren außerdem, dass
nicht durch den Laserstrahl fliegende Kühlmitteltropfen oder
Spänereste anstatt der Werkzeugschneide ein Fehlsignal
auslösen oder gar zum ungeplanten Stopp der Maschine führen. Diese Verfahrensweise und der stark fokussierte Laserstrahl sorgen für höchste Genauigkeit bei gleichzeitig unerreichter Betriebssicherheit im Vergleich zu anderen Systemen.
Die zu messende Schneide wird auf Ihrem Weg zum Fokuspunkt
von einer Strahleinrichtung mit Hochgeschwindigkeitsluftstrahl
abgeblasen, damit jegliche Schmutzanhaftung
entfernt wird. Dazu verfügen die Laser- Werkzeugmesssystemen
von m&h über eine sogenannte Lavaldüse, die
den Luftstrahl richtet und derart beschleunigt, dass in
der Strahlmitte sogar Schallgeschwindigkeit erreicht wird.
So wird sichergestellt, dass die wirkliche Werkzeugkontur
gemessen wird und nicht irgendwelche Anhaftungen oder
Kühlmitteltropfen. Die m&h Steuerungszyklen garantieren außerdem, dass
nicht durch den Laserstrahl fliegende Kühlmitteltropfen oder
Spänereste anstatt der Werkzeugschneide ein Fehlsignal
auslösen oder gar zum ungeplanten Stopp der Maschine führen. Diese Verfahrensweise und der stark fokussierte Laserstrahl sorgen für höchste Genauigkeit bei gleichzeitig unerreichter Betriebssicherheit im Vergleich zu anderen Systemen.„Bislang haben wir kein Werkzeugeinstellgerät in der Firma und messen bereits seit acht Jahren alle unsere Werkzeuge ohne Probleme mit den m&h Laser-Werkzeugmesssystemen in den Maschinen“ berichtet Andreas Daunderer. „Relativ selten putzen wir mal die Optik-Kammer. Ansonsten bedürfen die m&h Laser- Werkzeugmesssystemen trotz Späne- und Kühlmittelregen keiner besonderen Pflege, auch nicht bei unseren Faserspänen. Die sind absolut zuverlässig.“
Bei den von 5AXperformance gefertigten Werkstücken aus Faserverbundwerkstoff handelt es sich häufig um sogenannte Inserts, die in Sandwichbauweise zwischen andere Lagen eines größeren Bauteils eingebracht werden, um Strukturen zu verstärken oder um Kräfte in Führungen und Verbindungselementen aufzunehmen. Auch leichte Druckbehälter aus Kohlefaser werden hier gefräst und mit Passungen und Gewinden versehen. Gerade beim Gewindefräsen ist die verlässliche Anwesenheit der Schneide wichtig. Deshalb werden nicht nur Länge und Durchmesser der Werkzeuge gemessen, sondern auch, nach den Arbeitsgängen, die Schneiden kontrolliert. „Mit der Bruchkontrolle erreichen wir längere Standzeiten der Schneiden, weil wir nicht vorsorglich Werkzeuge wechseln müssen“, erläutert A. Daunderer. „Gleichzeitig erhöht die Werkzeugbruchkontrolle in der Maschine unsere Betriebssicherheit, weil wir Ausbrüche an den Schneiden sofort entdecken und nicht teure Folgewerkzeuge oder gar Werkstücke unserer Kunden ruinieren. Insgesamt haben wir deutlich weniger Unterbrechungen. Das gibt uns Schnelligkeit und Komfort.“ Insbesondere bei Bearbeitungsprogrammen, die mannlos laufen, ist diese Sicherheit von unschätzbarem Wert.
 Auch die Werkstücke selbst sowie die Vorrichtungen kann 5AXperformance dank Messtastern und Software von m&h noch in deren Aufspannung auf der Maschine kontrollieren. Die Messtaster von m&h, abgedichtet nach IP68 Standard, aus Edelstahl und mit Diodenabdeckungen aus gehärtetem Naturglas, sind ebenso wie die Lasertoolsetter speziell für die widrigen Umfeldbedingungen in Werkzeugmaschinen konstruiert. Die Signalübertragung zur Steuerung erfolgt mittels HDR-Technologie über Infrarotsignale sicher und gleichbleibend schnell. Mithilfe der Software 3D-Form Inspect von m&h und deren Modul Best Fit werden bei 5AXperformance die Spannvorrichtungen in kürzester Zeit gerüstet und anhand der kritischen Konturpunkte eingemessen. Die bearbeiteten Werkstücke können binnen weniger Minuten sowohl an den Freiformflächen, wie auch an jeder gewünschten Geometrie im Raum gemessen werden und ein Soll-Ist-Abgleich noch in der Maschine stattfinden. Aber das ist Stoff für eine weitere Anwenderstory. Eines bleibt festzuhalten: 5AXperformance bietet, nicht zuletzt im Zusammenspiel mit den Messsystemen von m&h, fertigungstechnische High-Tech am Ammersee.
Auch die Werkstücke selbst sowie die Vorrichtungen kann 5AXperformance dank Messtastern und Software von m&h noch in deren Aufspannung auf der Maschine kontrollieren. Die Messtaster von m&h, abgedichtet nach IP68 Standard, aus Edelstahl und mit Diodenabdeckungen aus gehärtetem Naturglas, sind ebenso wie die Lasertoolsetter speziell für die widrigen Umfeldbedingungen in Werkzeugmaschinen konstruiert. Die Signalübertragung zur Steuerung erfolgt mittels HDR-Technologie über Infrarotsignale sicher und gleichbleibend schnell. Mithilfe der Software 3D-Form Inspect von m&h und deren Modul Best Fit werden bei 5AXperformance die Spannvorrichtungen in kürzester Zeit gerüstet und anhand der kritischen Konturpunkte eingemessen. Die bearbeiteten Werkstücke können binnen weniger Minuten sowohl an den Freiformflächen, wie auch an jeder gewünschten Geometrie im Raum gemessen werden und ein Soll-Ist-Abgleich noch in der Maschine stattfinden. Aber das ist Stoff für eine weitere Anwenderstory. Eines bleibt festzuhalten: 5AXperformance bietet, nicht zuletzt im Zusammenspiel mit den Messsystemen von m&h, fertigungstechnische High-Tech am Ammersee.