Optimising micro-hydroelectric power stations for future sustainable energy in remote areas
Engineering Reality magazine - 2023 Volume 1

Engineering Reality 2023 volume 1 edition
Putting data to work
At the COP26 conference in Scotland in November 2021, 137 countries pledged their commitment to moving towards a NetZero future in the coming decades. Sustainable energy production is one of the key pillars of a NetZero future. Hydropower provides clean electricity with significantly lower greenhouse gas emissions than most other energy sources.
Specifically, micro-hydropower stations can play an essential role in meeting sustainable and renewable energy goals. They lend themselves well to even small streams of water, making them an ideal solution for simply and consistently meeting energy needs in remote areas.
 France-based energy business Pienergies, for instance, has worked on several micro-hydropower station projects in Europe. The company delivers turnkey power station projects and provides ongoing maintenance and repair services. The company was keen to optimise the performance of their micro-hydroelectric plants to ensure that each power station delivers to its maximum potential.
France-based energy business Pienergies, for instance, has worked on several micro-hydropower station projects in Europe. The company delivers turnkey power station projects and provides ongoing maintenance and repair services. The company was keen to optimise the performance of their micro-hydroelectric plants to ensure that each power station delivers to its maximum potential.
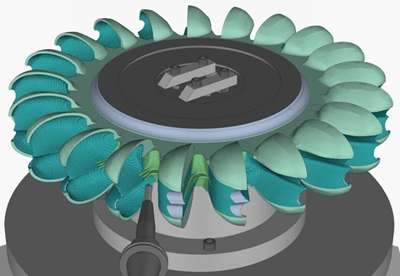
A Pelton Wheel is a critical component that influences productivity in a hydroelectric power plant. The Pelton Wheel or Pelton Turbine extracts energy from the impulse of moving water and is composed of a series of spoon-shaped buckets. When high-speed streams of water hit the buckets, the impulse energy exerts a torque on the bucket-and-wheel system, which then spins the wheel.
The Pelton Wheel’s bucket design and shape greatly influence the efficiency and productivity of the power station. Pienergies did not have the design plans for the buckets in their existing Pelton Wheels. To improve their efficiency, they needed to capture and analyse their current design, optimise it, and then manufacture a new and improved Pelton wheel.
They were also keen to create a digital library of the model, which would help them scale the designs to larger models of hydroelectric stations. The performance of the Pelton Wheel depends on factors such as altitude, positioning and river stream. With the digital library, the company would be well-equipped to customise the designs of their Pelton Wheels for different conditions.
Pienergies undertook the following steps to redesign their existing Pelton Wheel.
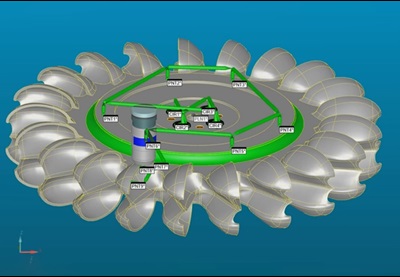
Physical part 3D scanning to create 3D model

With smart scanning, Pienergies can create a digital model of the physical component. But given that the Pelton Wheel weighs about 800 kilograms, it is essential that the scanning device is portable and able to scan the part at its location. Hexagon’s portable metrology devices and REcreate software helps with the digitalisation.
An Absolute Arm 7-Axis, an all-in-one solution for portable 3D measurement, can be used, equipped with an Absolute Scanner AS1, which can scan up to 1.2 million points per second of high-quality measurement data. Larger Pelton Wheels can be measured using a Leica Absolute Tracker AT500 with reflector, or with the B-Probeplus wireless handheld probe. The AT500 has IP54-rated protection and an extended operating temperature range making it perfect for this use case. These devices capture the raw data that will become the digital model of the Pienergies Pelton Turbine.
 Smart reverse engineering
Smart reverse engineering
The data acquisition process involves collecting the data via scanning, probing, or importing from another system. Data post-processing cleans, refines, and aligns the scan data. REcreate is used to automatically mesh and optimise the point cloud, then develop 3D surfaces and solids validated within tolerance according to specification.
Building on this original workflow, Hexagon’s latest reverse engineering software, Geomagic Design X, takes scan-to-CAD even further by intelligently converting complex point cloud and mesh data into fully editable, history-based CAD models. With powerful automation, feature recognition, and direct integration into leading CAD systems, Geomagic Design X accelerates design intent capture while maintaining accuracy and manufacturability throughout the process.
Smart design simulation
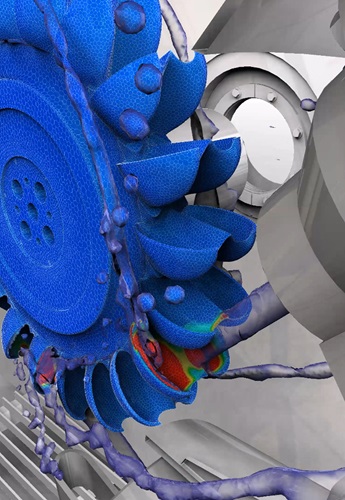
Computational fluid dynamics (CFD) flow analysis is performed with Cradle CFD to understand the efficiency of the existing bucket design. Both 3D CAD and scan data is imported directly into scFlow. The flow simulation study checks to see if the Pelton Wheel moves per the flow pressure defined in the boundary conditions.
The engineers study details of the water flow along with photorealistic animations of the results to determine the next course of action. Several bucket design iterations are created and analysed until optimal performance is achieved.
Smart prototyping
 The new optimised design is built with rapid prototyping utilising Simufact Additive metal powder bed fusion and includes defining part orientation, support structure design and nesting. Further, a cost analysis estimates the build costs and optimises the build setup based on price.
The new optimised design is built with rapid prototyping utilising Simufact Additive metal powder bed fusion and includes defining part orientation, support structure design and nesting. Further, a cost analysis estimates the build costs and optimises the build setup based on price.
Post-treatment operations include baseplate cutting, support removal and HT/HIP treatment. The job is prepared through exposure strategy slicing. Additive manufacturing process simulation helps mitigate manufacturing issues, compensates for distortion and ensures that the first part prints correctly.
Smart manufacturing
Smart manufacturing entails CAM machining and simulation with ESPRIT. From DESIGNER, a direct link transfers the model with PMI to ESPRIT. An accurate digital twin of the machining environment is built during the machine setup. Next, the team defines a suite of milling, turning, additive, inspection and part-handling strategies. Machine-aware AI help optimise the program for the CNC machine to ensure there is no collision and risk in the toolpath. ESPRIT generates machine-optimised G-code and setup sheets.
NCSIMUL validates the G-code to help reduce programming prove-outs and certify the error-free machine code. G-code verification helps operators understand the actual G-code collision and edit-free certification using real CNC machine variables and logic.
The virtual machined parts are inspected and compared with the machined and designed model to avoid part gouging or missing tool compensation. Chip thickness drives the feed-rate optimisation, thus reducing cycle time with physical-based material removal performance. Certified and optimised operation reports help generate setup sheets for the shop floor.
Smart on-machine measurement
Measuring directly on the machine tool increases production quality and maximises manufacturing productivity. Machine tool measurement (MTM) solutions integrate with measurement software for true metrology-driven manufacturing.
Machine tool probes are used for part setup and inspection. Tool Setters detect tool length and tool radius and also check for broken tools or wear. PC-DMIS is Hexagon’s leading metrology software to create and execute measurement routines. HxGN NC Server enables the execution of PC-DMIS operations directly on the machine tool in a dashboard that actively monitors measurement on all machine tools. PC-DMIS offers a complete suite of G-code programming capabilities. The software provides a comprehensive geometric dimensioning and tolerancing (GD&T) toolset and reporting functions.
Smart inspection and part validation
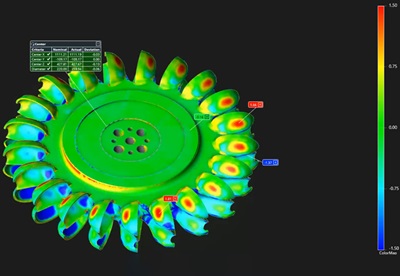
Once the new wheel has been manufactured, it then goes through a final quality assurance check involving digitalisation with portable metrology devices and the Inspire metrology software.

With one simple interface, Inspire software works with any portable measuring arm or laser tracker for probing and scanning applications. It is a comprehensive solution that makes measurement simple, saves time and ultimately improves productivity. It first collects the inspection data, then enables various methods of analysing the geometries of the captured wheel model and comparing these with the design CAD files. Inspire offers live meshing and colour map comparisons in real time. Inspire uses discrete point probing data and scanned cloud data in virtually the same manner to further simplify analysis operations.
Smart data analytics
In-process and post-process data analytics confirm that the design intent is maintained. In-process inspection data ensures manufacturing process adherence and intelligent machine control. Tools such as Q-DAS eMMA help with inspection analytics to track batch conformity. Metrology reporting tools make inspection data accessible to multiple users simultaneously.
Since the machines suffer wear and tear after years of use, hybrid additive and subtractive repair and re-manufacturing with ESPRIT are used for maintenance and repair for large parts. After the preparation stage, pre-machining mills away damaged areas creating a clean start for material deposition. Simufact Additive DED depositing material can reconstruct the cups. Five-axis re-machining finishes excess material from the additive process. The program is then verified with digital twin simulation and output machine-optimised G-code.
As hydroelectric power gains significance as part of the energy mix, optimising current in-use hydroelectric power plants and building highly effective new power systems is essential. Leveraging existing physical components and reverse-engineering them to produce more optimal models will be more important than ever, and metrology hardware and software has a key role to play in the present and future of this process.