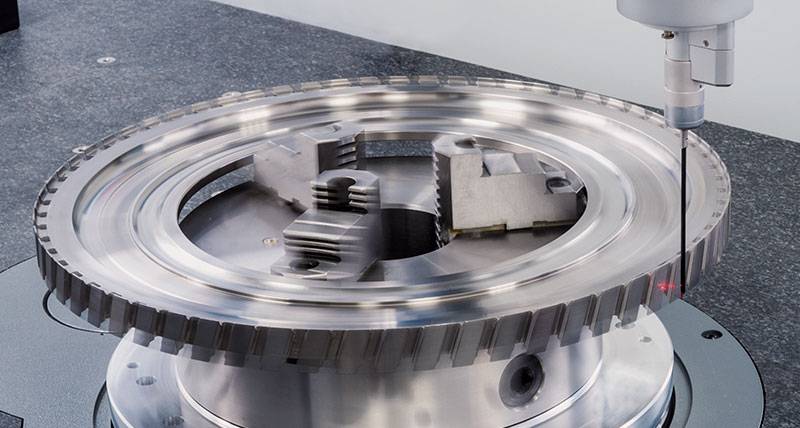
Non contact measurement of clutch components
Analysing high-performance engine components without compromising production throughput
Contact us
Basket clutches are commonly used in automatic or manual gearboxes for cars, trucks and motorcycles, as well as hybrid electric vehicles and even some battery electric vehicles. An evolution of the original clutch, the basket clutch introduced multiple friction plates rather than only one between the flywheel and the spring-loaded pressure plate, allowing for greater power transmission and therefore meeting the demands of newer, more powerful engines. The fine tolerances demanded of these modern basket clutch systems demand equally fine metrology capabilities, which have traditionally been a bottleneck in gearbox production.
Designed to run at speeds of more than 15 000 rpm, any imbalance or eccentricity in the clutch basket would cause vibrations, increase wear and decrease the life of the gearbox.
Any conicity or ovality of the basket reduces the amount of power that can be transmitted and can cause the clutch to fail. The critical features of the clutch basket are the locators, diameters, wall thicknesses and runouts, all of which must be produced to within fine margins of accuracy to ensure clutch reliability.
This makes quality control within the clutch manufacturing process a key step in modern gearbox production – high-accuracy inspection processes are vital.
Tactile inspection of clutch baskets is a mature method within this area, but with parts manufactured through fast punching and forming processes, cycle time is insignificant in comparison with inspection time. In an ideal world, the inspection process would be in-time with fabrication, both saving time and delivering better production control.
While precision measurement is imperative, manufacturers must find the right metrology equipment to achieve the required positioning accuracy without negatively impacting their production cycle time.
The introduction of interferometric optical sensors has delivered a fundamental change in metrology. Where previously individual part features were targeted by the hardware, now the optical sensor captures everything in detail and software targets those individual features. And this comes alongside the capability to capture up to 1000 data points per second, compared to just one point per second with tactile probing. The result is a significant increase in throughput and the potential to greatly reduce the inspection time.
But the higher accuracy measurements possible with tactile probing mean this established technique still demands consideration, for at least a part of the inspection process. A single solution that offers high-speed optical measurement and high-accuracy tactile measurement is clearly what’s called for.
The HP-O Hybrid optical sensor from Hexagon Manufacturing Intelligence is a solution that allows for instant switches from tactile to optical measurement within a single measuring program. An interferometric distance sensor with a resolution of 0.003 microns and a Ø0.011 millimetre spot, the HP-O Hybrid is fully capable on shiny surfaces while being insensitive to ambient light changes, making it ideal for the capture of high-density data within a production environment.
A coordinate measuring machine (CMM) with the appropriate accuracy, dynamics and 4-axis capability is a prerequisite for fully utilising the potential of the HP-O Hybrid sensor. Offering a single-point mode, a continuous scanning mode and a sensor-specific ‘spin-scan’ mode for capturing rotationally-symmetrical features, the sensor is highly flexible.
Under the HP-O continuous scanning mode, the parameters of the CMM are automatically adjusted in relation to the surface being measured, with a variable high-speed scanning (VHSS) technique continuously modifying scanning speeds simultaneously across all four axes. When it encounters a small radius of curvature the machine slows down and when the radius of curvature increases it speeds up. The path to be measured is defi ned by the programmer and the CMM captures the data points as quickly as possible.
In spin-scan mode, the part is rotated at speed while the sensor remains stationary. Only surface points within the focus range of the sensor are captured, which is a key advantage in comparison to the tactile solution. Programming and capture of part features is carried out quickly and easily, resulting in minimal cycle times. Altogether, this is a high throughput and accuracy (HTA) solution capable of reducing cycle times by as much as 80%. Such a step change in the inspection process opens the door to bringing more precise metrology truly in-time with production with the use of other innovations such as multi-position fixturing, pallet loaders and automation systems.With the spin scan technology a complete profi le is captured in a single, fast rotation.