Measuring to generate orders
Contact us

Measuring and logging of workpieces, while still clamped on the machine, has enabled ZSM of Gummersbach to win new customers. They perform measuring, machining and logging of nose gear for the Airbus A320 using this technology.

ZSM Zertz + Scheid Maschinenbau-und Handels GmbH has evolved from an engineering company covering a wide range of activities into one cutting high demand special material workpieces. “I haven’t machined normal steel for a long time now,” says production manager Klaus Mands as he describes the current situation.
Here they manufacture a variety of parts for defence and offshore technologies and practice mechanical engineering in the very broadest sense.
 Located in a new building in a recently built industrial estate on the outskirts of Gummersbach, they run multi-axis machines in their turning and milling shop. Customers increasingly demand integrated quality assurance and logging of machining results, workpiece by workpiece. This is why ZSM decided to do more measuring on the machine. To achieve this they purchased m&h touch probes and 3D Form Inspect software. They often machine very expensive materials, which are very difficult to replace if scrapped, and this prompted them to speed up the purchase and implementation of the new technology. The ability of ensuring a proper manufacturing process, by measuring between machining operations and logging the results, also helped in securing orders that would otherwise have been placed elsewhere.
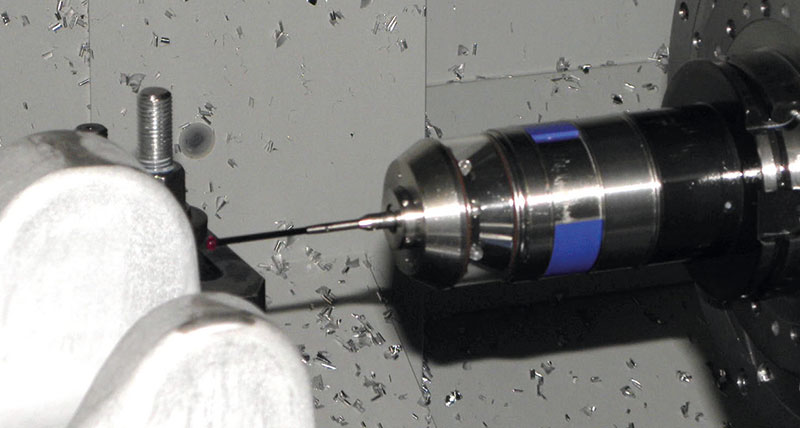
Located in a new building in a recently built industrial estate on the outskirts of Gummersbach, they run multi-axis machines in their turning and milling shop. Customers increasingly demand integrated quality assurance and logging of machining results, workpiece by workpiece. This is why ZSM decided to do more measuring on the machine. To achieve this they purchased m&h touch probes and 3D Form Inspect software. They often machine very expensive materials, which are very difficult to replace if scrapped, and this prompted them to speed up the purchase and implementation of the new technology. The ability of ensuring a proper manufacturing process, by measuring between machining operations and logging the results, also helped in securing orders that would otherwise have been placed elsewhere. Measuring of free-form surfaces and inclined spatial geometries during pre-machining of the Airbus A320 nose gear proved its worth from the first day onwards. Initially the forged blank is clamped horizontally and the workpiece position is determined using the Best Fit module included in 3D Form Inspect software. In a second measuring operation, the values of additional contour points are confirmed and another Best Fit operation is performed. These values then serve as zero points and the machining program in the control is manipulated to the actual position of the clamped workpiece.
 The second Best Fit operation results in safe centering of the front and flanks of the forged blank. “Although Otto Fuchs KG in Meinerzhagen is a really good precision forge, every forged blank is different. Now we can be certain that each component is the same at the end,” Klaus Mands is glad to report.
The second Best Fit operation results in safe centering of the front and flanks of the forged blank. “Although Otto Fuchs KG in Meinerzhagen is a really good precision forge, every forged blank is different. Now we can be certain that each component is the same at the end,” Klaus Mands is glad to report. Once the position of the workpiece is determined, precise machining is possible as there is no need to manually “knife and fork” setting to suit the contours of the forged blank. This makes the machining process much faster and precise and also enhances productivity.
 Customer requirements also include reliable determination and documentation of the setup values of each workpiece for additional later processing. These values are transferred to a table written to the customer’s specification and form an integral part of the component documentation of the aircraft later on. “Previously we could only measure parts of the workpieces manually and often calculated the values by means of formulas. This was always a potential source of errors. Now the sources of error have been eliminated”, Klaus Mands explains what has changed. “There are no more manual transfer errors since we are able to automatically transfer the values from the m&h measuring protocol to the customer protocol.”
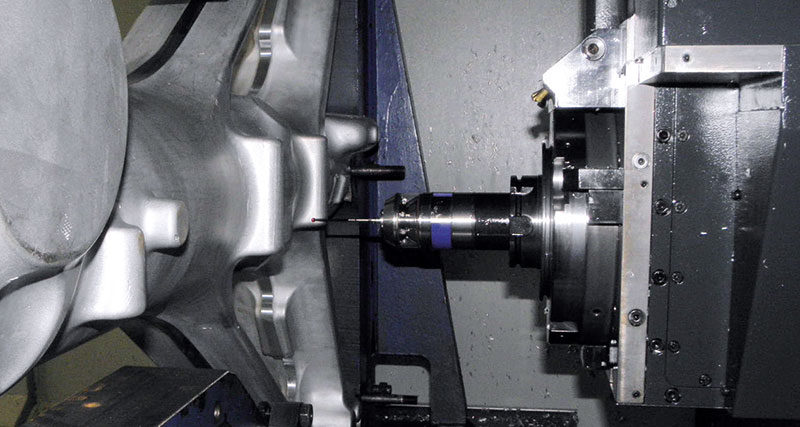
Customer requirements also include reliable determination and documentation of the setup values of each workpiece for additional later processing. These values are transferred to a table written to the customer’s specification and form an integral part of the component documentation of the aircraft later on. “Previously we could only measure parts of the workpieces manually and often calculated the values by means of formulas. This was always a potential source of errors. Now the sources of error have been eliminated”, Klaus Mands explains what has changed. “There are no more manual transfer errors since we are able to automatically transfer the values from the m&h measuring protocol to the customer protocol.” Using 3D Form Inspect, the workpiece is checked using the touch probe at contour points previously determined and compared with the specifications of CAD engineering.
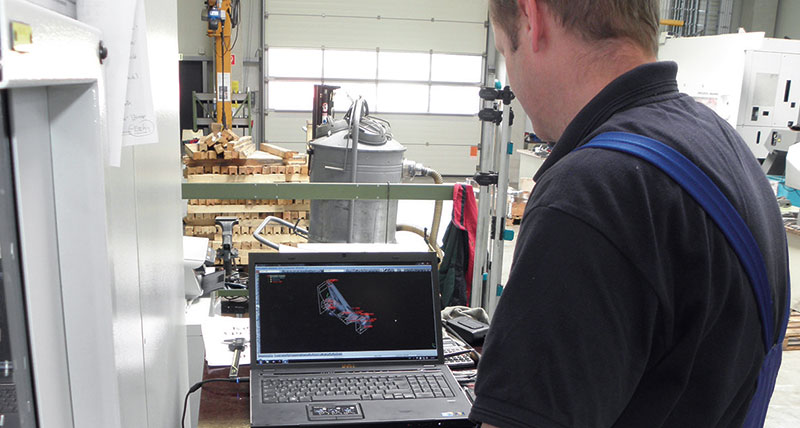
The points can be determined by the operator with just a few mouse clicks on his workshop computer. 3D Form Inspect software automatically programs the axis paths and performs collision control with the workpiece contours. This function is available for both 3 and 5-axis machines. The operator benefits from increased safety and can check the job on his machine at any time. The measured values are immediately visible in the graphic representation on the screen and can be called as a measuring protocol. They can also be transferred to other processes as files in different formats.
For us, the main effect of measuring on the machine is avoiding errors and expensive rejects.“The software is easy to handle,” says machine operator Michael Förster. “We are enthusiastic about m&h and their probes”. They praise the robustness of the touch probes that are ideally suited for the harsh environment inside the machine with coolant and chips. This is thanks to the stainless steel body and glass cover protecting the transmitting diodes. They also appreciate the easy to change monobloc battery. Even more important is the quick response from m&h in case of emergencies such as the touch probe being damaged. “We received an exchange unit within one day and were able to continue working,” praises Klaus Mands.
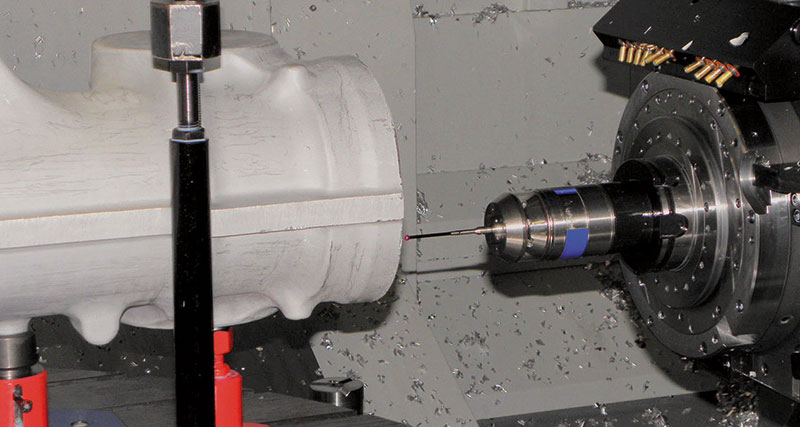
 At ZSM, the combination of metal cutting and measuring on the machine has resulted in true time gains. Timeconsuming manual measuring with all the possible sources of error has been eliminated. The workpiece can be quickly measured at any contour point between machining operations. If necessary they can re-machine while the workpiece is still clamped. Components leave the machine together with a measuring protocol. At ZSM, workpieces are clamped in a second vertical device where they are again measured using Best Fit. Subsequently, additional points required by the customer that are not accessible in the horizontal setting are measured. Thus a protocol containing 64 check points is generated ensuring true-tosize additional machining of the expensive leg of the landing gear. “For us, the main effect of measuring on the machine is havoiding errors and expensive rejects. Without m&h, there are many orders we would have lost,” Klaus Mands is glad to report his success story.
At ZSM, the combination of metal cutting and measuring on the machine has resulted in true time gains. Timeconsuming manual measuring with all the possible sources of error has been eliminated. The workpiece can be quickly measured at any contour point between machining operations. If necessary they can re-machine while the workpiece is still clamped. Components leave the machine together with a measuring protocol. At ZSM, workpieces are clamped in a second vertical device where they are again measured using Best Fit. Subsequently, additional points required by the customer that are not accessible in the horizontal setting are measured. Thus a protocol containing 64 check points is generated ensuring true-tosize additional machining of the expensive leg of the landing gear. “For us, the main effect of measuring on the machine is havoiding errors and expensive rejects. Without m&h, there are many orders we would have lost,” Klaus Mands is glad to report his success story. 