Measuring away rework
Contact us
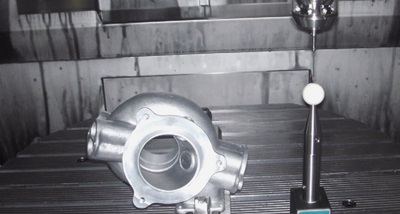
By measuring workpieces, while still clamped on the machine, ACTech has eliminated sources of error and drastically reduced reworking of close tolerance parts. Now 12 machines have been equipped with touch probes and software from m&h.
“m&h’s 3D Form Inspect has helped us a lot,” Jan Wasserfurth, mechanical machining team leader at ACTech, states at the beginning of our conversation. For years, measuring workpieces while they are still clamped on the machine has been the daily routine at ACTech.
 ACTech stands for Advanced Casting Technologies and the state of the art facility in the Saxon town of Freiberg has specialised in engineering, construction and prototype machining mainly for the automotive, aerospace and machine construction industries. They use cutting edge technologies to manufacture metallic prototypes complying with product features such as laser sintering of Croning® moulding material and direct milling of moulded material for essential mould making procedures in rapid prototyping. From drawing to casting and finishing to ready-to-install components, the company offers the complete range of prototype manufacturing using aluminium, iron, steel or customer-specified special alloys. More than 370 employees work at the company that was founded in 1994 and they are currently looking for additional staff.
ACTech stands for Advanced Casting Technologies and the state of the art facility in the Saxon town of Freiberg has specialised in engineering, construction and prototype machining mainly for the automotive, aerospace and machine construction industries. They use cutting edge technologies to manufacture metallic prototypes complying with product features such as laser sintering of Croning® moulding material and direct milling of moulded material for essential mould making procedures in rapid prototyping. From drawing to casting and finishing to ready-to-install components, the company offers the complete range of prototype manufacturing using aluminium, iron, steel or customer-specified special alloys. More than 370 employees work at the company that was founded in 1994 and they are currently looking for additional staff.
Machining of metallic prototypes takes place in their own workshop. Since batch sizes are usually between 1 and 10 components with continuously increasing precision demands, they considered measuring on the machine at an early stage. Starting in 1999, ten 5-axis machining centres, one 3-axis machining centre and one turning/mill- ing centre have now all been equipped with m&h touch probes.
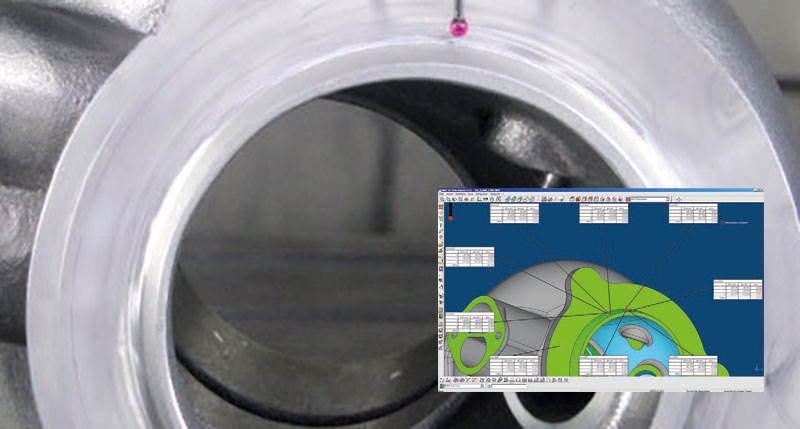
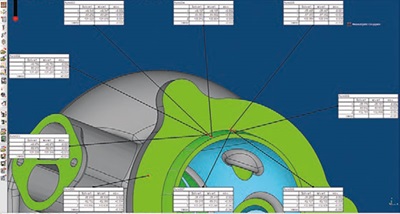 ACTech also uses the m&h 3D Form Inspect software that compares the workpiece with the target specifications from the CAD drawing using freely definable contours and geometries. Contour points to be measured are determined by mouse click in a graphical representation of the workpiece on a computer in the workshop and the corresponding measuring function is called by another mouse click.
ACTech also uses the m&h 3D Form Inspect software that compares the workpiece with the target specifications from the CAD drawing using freely definable contours and geometries. Contour points to be measured are determined by mouse click in a graphical representation of the workpiece on a computer in the workshop and the corresponding measuring function is called by another mouse click.
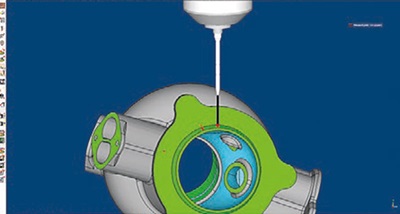
The points to be measured can also be transmitted from the drawing data. A general or individual tolerance can be assigned to each measuring point. During evaluation, an automatic comparison of tolerances is made. The software automatically programs the axis paths of the touch probe in the program background. The profiles of all m&h touch probes and their combi- nation options are stored in 3D Form Inspect. The software automatically executes collision control, checking against workpiece contours and initially blocks any measurement that might be in danger of collision with the selected probe bodies, extensions and cross probe styli. This gives safety to the operator and enables him to briefly check the workpiece between machining operations at any time, thus allowing early detection of possible dimensional deviations.
With 3D Form Inspect, we have eliminated potential sources of error.“There are many reasons for dimensional deviations during machining,” Jan Wasserfurth knows from past experience. “Starting from tool wear to machining deviations to tool deflection or thermal influences– these are factors that can influence machined contours. Although ACTech have equipped their machines with manufacturers “precision packages”, these influences can still be seen. Customers of ACTech increasingly demand close tolerances. Often tolerance ranges of only 3 hundredths are required, demands that really push to the limit. As in other companies, they measured manually on the machines and this often caused errors and inaccuracies. For this reason, initially work-pieces were checked on measuring machines after machining. In many cases reclamping of the workpieces was neces- sary for reworking and this resulted in loss of time and accuracy. Frequently unscheduled waiting times occurred.
 After purchasing 3D Form Inspect software in 2009, they were able to significantly improve this situation. Measuring programs generated on the workshop computer are transferred to the machines and called like any other machining program. After the touch probe has been loaded, the machine runs a short calibration routine that is automatically generated by the program. The current thermal and kinematic conditions of the machine are detected and automatically taken into consideration in measurement evaluation. With 5-axis machines, these routines also execute automatic compensation of swivelling errors in the 4th and 5th axes. This procedure, patented by m&h, is the only way to make sure that the determined measurement values are repeatable and reliable at any time. Dimensions measured on the machine are found to be same as the values determined on measuring machine later.
After purchasing 3D Form Inspect software in 2009, they were able to significantly improve this situation. Measuring programs generated on the workshop computer are transferred to the machines and called like any other machining program. After the touch probe has been loaded, the machine runs a short calibration routine that is automatically generated by the program. The current thermal and kinematic conditions of the machine are detected and automatically taken into consideration in measurement evaluation. With 5-axis machines, these routines also execute automatic compensation of swivelling errors in the 4th and 5th axes. This procedure, patented by m&h, is the only way to make sure that the determined measurement values are repeatable and reliable at any time. Dimensions measured on the machine are found to be same as the values determined on measuring machine later.
 “With 3D Form Inspect, we have eliminated potential sources of error,” Jan Wasserfurth is glad to report. Finally, threedimensional contours and geometries inclined in space can be easily measured with the touch probe. “Flanges and 3D contours are measured on the machine and, if in any doubt, can be reworked on the machine without needing reclamping.” Due to ease of handling they measure more often between machining operations.
“With 3D Form Inspect, we have eliminated potential sources of error,” Jan Wasserfurth is glad to report. Finally, threedimensional contours and geometries inclined in space can be easily measured with the touch probe. “Flanges and 3D contours are measured on the machine and, if in any doubt, can be reworked on the machine without needing reclamping.” Due to ease of handling they measure more often between machining operations.
“We have gained process reliability and produce more flawless parts,” explains Jan Wasserfurth. “Reworking has been reduced from 50% in the past to currently approximately 5%,” he confirms. Finally, Jan Wasserfurth concludes that he has gained time and precision while significantly reducing measuring effort and rework. The m&h system has proven its worth on all 11 machines. “It’s a good system,” states Jan Wasserfurth. “Easy to handle and reliable. Thanks to m&h, measuring on the machine has become an inte- gral part of our daily business.”

