Nacharbeit weg messen
Kontakt
Durch das Messen der Werkstücke auf der
Maschine hat ACTech Fehlerquellen ausgemerzt
und die Nacharbeit an eng tolerierten Teilen
drastisch abgesenkt. Auf mittlerweile
12 Maschinen kommen Messtaster und Software
von m&h zum Einsatz.
3D Form Inspect von m&h hat uns sehr viel weiter
geholfen”, schildert der Teamleiter mechanische
Bearbeitung bei der Firma ACTech, Jan Wasserfurth,
gleich zu Beginn des Gespräches. Seit einigen Jahren ist
das Messen der Werkstücke noch in ihrer Spannung auf
der Werkzeugmaschine alltägliche Routine bei ACTech.
 Der Name ACTech steht für Advanced Casting Technologies
und der technisch sehr modern ausgestattete Betrieb im
sächsischen Freiberg hat sich auf das Engineering und die
Erstellung und Bearbeitung von Prototypen, vor allem für die
Automobilindustrie, die Luftfahrt und den Maschinenbau
spezialisiert. Eingesetzt werden moderne Technologien zur
Erstellung metallischer Prototypteile, die weitgehend den
späteren Produkteigenschaften entsprechen sollen. Dazu
gehören das Lasersintern von Croning®-Formstoff und das
direkte Formstoff-Fräsen als wesentliche Rapid Prototyping
Formherstellungsverfahren. Von der Zeichnung über den
Guss und die End- bearbeitung bis zum einbaufertigen Teil
bietet die Firma die ganze Palette der Prototypenerstellung
in Aluminium, Eisen, Stahl oder auch kunden- spezifischen
Sonderlegierungen. Zwischenzeitlich arbeiten in dem erst
1994 gegründeten Betrieb mehr als 370 Mitarbeiter und
weitere werden gesucht.
Der Name ACTech steht für Advanced Casting Technologies
und der technisch sehr modern ausgestattete Betrieb im
sächsischen Freiberg hat sich auf das Engineering und die
Erstellung und Bearbeitung von Prototypen, vor allem für die
Automobilindustrie, die Luftfahrt und den Maschinenbau
spezialisiert. Eingesetzt werden moderne Technologien zur
Erstellung metallischer Prototypteile, die weitgehend den
späteren Produkteigenschaften entsprechen sollen. Dazu
gehören das Lasersintern von Croning®-Formstoff und das
direkte Formstoff-Fräsen als wesentliche Rapid Prototyping
Formherstellungsverfahren. Von der Zeichnung über den
Guss und die End- bearbeitung bis zum einbaufertigen Teil
bietet die Firma die ganze Palette der Prototypenerstellung
in Aluminium, Eisen, Stahl oder auch kunden- spezifischen
Sonderlegierungen. Zwischenzeitlich arbeiten in dem erst
1994 gegründeten Betrieb mehr als 370 Mitarbeiter und
weitere werden gesucht.
Die zerspanende Bearbeitung der metallischen Prototypen
findet in einer eigenen Halle statt. Weil die Losgrößen
in der Regel zwischen 1 und 10 Stück liegen und die
Forderungen an die Genauigkeit solcher Teile ständig
steigen, hat man sich schon frühzeitig mit dem Messen
auf der Werkzeugmaschine befasst. Beginnend 1999 sind
zwischenzeitlich 10 5-Achs-Bearbeitungs- zentren, ein
3-Achs-Bearbeitungszentrum und ein Dreh-Fräszentrum
mit Messtastern von m&h ausgestattet.
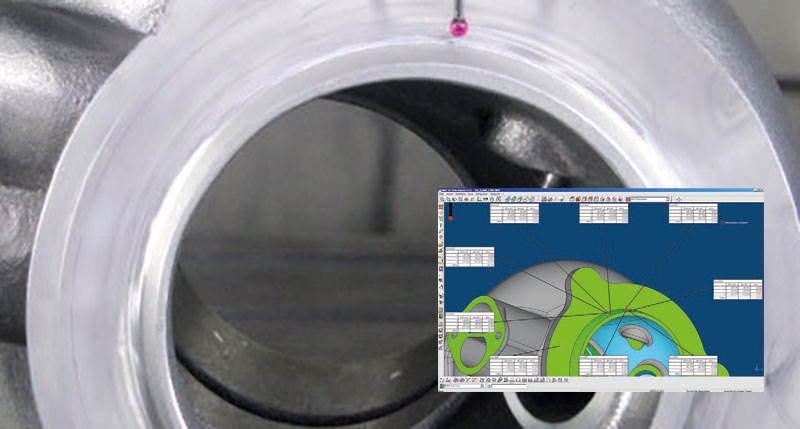
 Bei ACTech setzt
man auch die Software 3D Form Inspect von m&h ein, die
ein Werkstück anhand frei bestimmbarer Konturzüge und
Geometrien mit den Sollvorgaben der CAD- Zeichnung
vergleicht. Dazu werden an einem Computer in der Werkstatt
die zu messenden Konturpunkte per Mausklick auf einer
Flächendarstellung des Werkstücks bestimmt und mit
einem weiteren Mausklick die vorgesehene Messfunktion
aufgerufen.
Bei ACTech setzt
man auch die Software 3D Form Inspect von m&h ein, die
ein Werkstück anhand frei bestimmbarer Konturzüge und
Geometrien mit den Sollvorgaben der CAD- Zeichnung
vergleicht. Dazu werden an einem Computer in der Werkstatt
die zu messenden Konturpunkte per Mausklick auf einer
Flächendarstellung des Werkstücks bestimmt und mit
einem weiteren Mausklick die vorgesehene Messfunktion
aufgerufen.
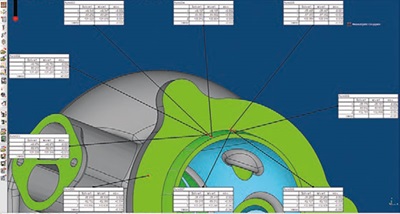
Die zu messenden Punkte können auch bereits
mit den Zeichnungsdaten übergeben werden. Jedem
Messpunkt kann eine generelle oder individuelle Toleranz
zugewiesen werden. In der Auswertung erfolgt dann
automatisch ein Toleranzabgleich. Die Programmierung
der Verfahrwege des Messtasters übernimmt die
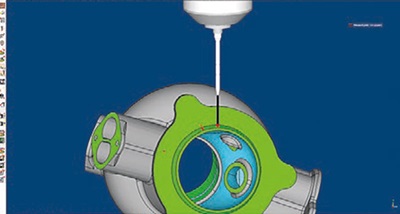
Software automatisch im Programmhintergrund. Weil
die Konturen aller Messtaster von m&h und deren
Kombinationsmöglichkeiten in 3D Form Inspect hinterlegt
sind, führt die Software ebenso automatisch eine
Kollisionskontrolle mit den Werkstückkonturen durch und
lässt Messungen unter Kollisionsgefahr der gewählten
Tasterkörper sowie etwaiger Verlängerungen und Tastkreuze
mit dem Werkstück erst gar nicht zu. Das gibt dem Bediener
Sicherheit über sein Tun und ermöglicht ihm auch jederzeit
zwischen den Bearbeitungsschritten das Werkstück kurz
zu kontrollieren und gegebenenfalls frühzeitig zu erkennen,
wenn Maßabweichungen drohen.
Mit 3D Form Inspect
haben wir die latenten
Fehlerquellen ausgemerzt.“
“Gründe für solche
Maßabweichungen bei der Zerspanung gibt es viele”, weiß
Jan Wasserfurth aus lästiger Erfahrung. “Angefangen vom
Werkzeugverschleiß über Bearbeitungsabweichungen bis
hin zu Abdrängungen der Werkzeuge oder Wärmeeinflüsse
schlägt sich alles in den bearbeiteten Konturen nieder.”
Obwohl ACTech seine Maschinen mit sogenannten
Genauigkeitspaketen ausgestattet hat, sind solche
Einflüsse noch spürbar. Denn auch im Kundenkreis der
ACTech besteht die Tendenz zu immer engeren Toleranzen.
Häufig werden Toleranzbreiten von lediglich 3 Hundertsteln
gefordert. Da stößt man schnell an Grenzen. Wie in
anderen Betrieben auch, wurde manuell auf den Maschinen
gemessen, was oftmals Fehler und Ungenauigkeiten herauf
beschwor. Deshalb wurden früher die Werkstücke nach
der Bearbeitung zunächst auf Messmaschinen geprüft. In
vielen Fällen mussten die Werkstücke dann noch einmal
aufgespannt werden, um sie nachzuarbeiten; Zeit- und Genauigkeitsverlust inklusive. Immer wieder kam es zu
ungeplanten Wartezeiten.
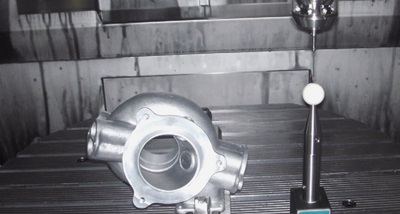
 Mit der Anschaffung der Software 3D Form Inspect im Jahre
2009 haben sich die Verhältnisse erheblich verbessert. Die
am Computer in der Werkstatt generierten Messprogramme
werden wie normale Bearbeitungsprogramme an die
Maschinen übertragen und dort aufgerufen. Nachdem
der Messtaster eingewechselt wurde, fährt die Maschine
eine kurze Kalibrierroutine ab, die ebenfalls automatisch
vom Programm generiert wurde. Damit werden die
aktuellen thermischen und kinematischen Zustände
der Maschine erfasst und bei der Messauswertung
automatisch berücksichtigt. Bei 5-Achsmaschinen
erfolgt über diese Routinen auch eine automatische
Schwenkfehlerkompensation in der vierten und fünften
Achse. Nur durch dieses, für m&h patentiertes Verfahren
kann sichergestellt werden, dass die ermittelten
Messwerte jederzeit wiederholbar und verlässlich sind.
Sie entsprechen den Werten, wie sie später auch auf den
Messmaschinen dokumentiert werden.
Mit der Anschaffung der Software 3D Form Inspect im Jahre
2009 haben sich die Verhältnisse erheblich verbessert. Die
am Computer in der Werkstatt generierten Messprogramme
werden wie normale Bearbeitungsprogramme an die
Maschinen übertragen und dort aufgerufen. Nachdem
der Messtaster eingewechselt wurde, fährt die Maschine
eine kurze Kalibrierroutine ab, die ebenfalls automatisch
vom Programm generiert wurde. Damit werden die
aktuellen thermischen und kinematischen Zustände
der Maschine erfasst und bei der Messauswertung
automatisch berücksichtigt. Bei 5-Achsmaschinen
erfolgt über diese Routinen auch eine automatische
Schwenkfehlerkompensation in der vierten und fünften
Achse. Nur durch dieses, für m&h patentiertes Verfahren
kann sichergestellt werden, dass die ermittelten
Messwerte jederzeit wiederholbar und verlässlich sind.
Sie entsprechen den Werten, wie sie später auch auf den
Messmaschinen dokumentiert werden.
 “Mit 3D Form
Inspect haben wir die latenten Fehlerquellen ausgemerzt”,
freut sich Jan Wasserfurth. Schließlich kann man jetzt
dreidimensionale Konturzüge und schräg im Raum
liegende Geometrien einfach mit dem Messtaster messen.
“Flansche und 3D-Konturen werden grundsätzlich auf
der Maschine gemessen und können im Zweifelsfall ohne
zweite Aufspannung direkt nachgearbeitet werden.” Dank
der unproblematischen Bedienung wird nun öfter mal
zwischen den Bearbeitungsschritten gemessen.
“Mit 3D Form
Inspect haben wir die latenten Fehlerquellen ausgemerzt”,
freut sich Jan Wasserfurth. Schließlich kann man jetzt
dreidimensionale Konturzüge und schräg im Raum
liegende Geometrien einfach mit dem Messtaster messen.
“Flansche und 3D-Konturen werden grundsätzlich auf
der Maschine gemessen und können im Zweifelsfall ohne
zweite Aufspannung direkt nachgearbeitet werden.” Dank
der unproblematischen Bedienung wird nun öfter mal
zwischen den Bearbeitungsschritten gemessen.
“Wir haben
Prozesssicherheit gewonnen und produzieren viel mehr
i.O.–Teile”, sagt Jan Wasserfurth. “Unsere Nacharbeiten sind
von ehemals etwa 50% auf nur noch etwa 5% geschrumpft”
bestätigt er den Erfolg. Abschließend resümiert Jan Wasserfurth, dass er Zeit und
Genauigkeit gewonnen hat und gleichzeitig in hohem Maß
Aufwand beim Messen und der Nacharbeit eingespart hat.
Das System von m&h bewährt sich bei ACTech mittlerweile
auf 11 Maschinen. “Es ist ein gutes System”, bekräftigt Jan
Wasserfurth. “Einfach zu bedienen und zuverlässig. Für
uns ist das Messen auf der Maschine dank m&h wirklich
Tagesgeschäft geworden.”

