Mesurer sans retouche !
Contact
La mesure des pièces dans la machine a permis
à ACTech d’éliminer les sources d’erreurs et de
réduire de manière décisive la retouche des pièces
à faibles tolérances. Les palpeurs et le logiciel de
m&h sont désormais utilisés sur 12 machines.
“Le logiciel 3D Form Inspect de m&h nous a beaucoup
aidés” explique Jan Wasserfurth, le chef d’équipe
Usinage mécanique de la société ACTech dès le début de
l’entretien. Depuis quelques années, la mesure des pièces
alors qu’elles sont encore dans la machine-outil est une
routine quotidienne chez ACTech.
 ACTech ou Advanced Casting Technologies est
une entreprise de la ville de Freiberg en Saxe, dotée
d’un équipement technique très moderne et spécialisée
dans l’ingénierie, la création et l’usinage de prototypes,
principalement pour l’industrie automobile, l’aéronautique
et la fabrication de machines. L’entreprise utilise
des technologies modernes pour créer des prototypes
métalliques qui doivent correspondre aux caractéristiques
ultérieures du produit. Le frittage laser de matières
moulées en carapace (croning®) et le fraisage directe de
matières moulées comme procédure de moulage et de
prototypage rapide en font partie. Du dessin à la pièce
prête au montage en passant par la coulée et l’usinage final,
la société propose une gamme complète de prototypage
de pièces en aluminium, en fer, en acier ou en alliages
spéciaux sur mesure. Plus de 370 collaborateurs travaillent
dans l’entreprise créée en 1994 et d’autres embauches
sont en cours.
ACTech ou Advanced Casting Technologies est
une entreprise de la ville de Freiberg en Saxe, dotée
d’un équipement technique très moderne et spécialisée
dans l’ingénierie, la création et l’usinage de prototypes,
principalement pour l’industrie automobile, l’aéronautique
et la fabrication de machines. L’entreprise utilise
des technologies modernes pour créer des prototypes
métalliques qui doivent correspondre aux caractéristiques
ultérieures du produit. Le frittage laser de matières
moulées en carapace (croning®) et le fraisage directe de
matières moulées comme procédure de moulage et de
prototypage rapide en font partie. Du dessin à la pièce
prête au montage en passant par la coulée et l’usinage final,
la société propose une gamme complète de prototypage
de pièces en aluminium, en fer, en acier ou en alliages
spéciaux sur mesure. Plus de 370 collaborateurs travaillent
dans l’entreprise créée en 1994 et d’autres embauches
sont en cours.
L’entreprise effectue l’usinage des prototypes
métalliques dans son propre atelier. Avec des tailles de
lots allant de 1 à 10 pièces et des critères de précision de
plus en plus pointus, elle s’est rapidement tournée vers
la solution de la mesure dans la machine-outil, et ce, dès
1999. 10 centres d’usinage 5 axes, un centre d’usinage
3 axes et un centre de tournage-fraisage désormais sont
équipés de palpeurs de m&h.
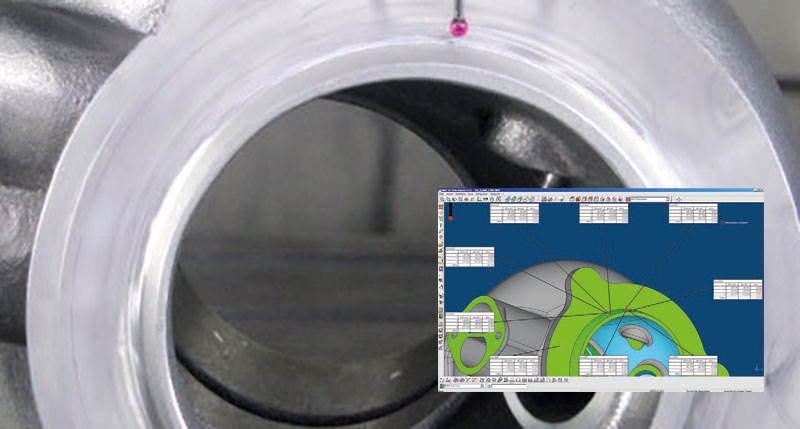
 ACTech mise également sur
le logiciel 3D Form Inspect de m&h pour comparer la pièce
et les spécifications cibles issues du modèle CAO à l’aide de
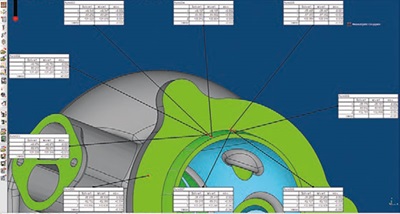
contours et de géométries librement programmables. Les
points du contour à mesurer sont définis sur l’ordinateur
de l’atelier par un clic de souris sur une représentation
graphique de la pièce et la fonction de mesure prédéfinie
s’affiche par un autre clic.
ACTech mise également sur
le logiciel 3D Form Inspect de m&h pour comparer la pièce
et les spécifications cibles issues du modèle CAO à l’aide de
contours et de géométries librement programmables. Les
points du contour à mesurer sont définis sur l’ordinateur
de l’atelier par un clic de souris sur une représentation
graphique de la pièce et la fonction de mesure prédéfinie
s’affiche par un autre clic.
Les points à mesurer peuvent également être transmis
à partir des données du dessin. Une tolérance générale
ou individuelle peut être attribuée à chaque point de
mesure. Une compensation des tolérances s’effectue
automatiquement durant l’évaluation. Le logiciel
programme automatiquement les déplacements
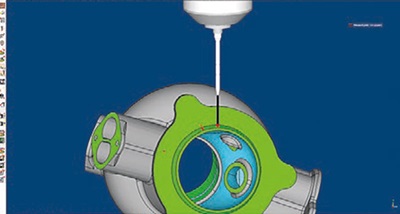
du palpeur en arrière-plan. Les contours de tous les
palpeurs de m&h et leurs possibilités de combinaison
sont enregistrés dans le logiciel 3D Form Inspect,
celui-ci effectue automatiquement un contrôle des
collisions avec les contours de la pièce et empêche
toute opération de mesure susceptible d’entraîner
un risque de collision des palpeurs, rallonges et stylets
cruciformes sélectionnés avec la pièce. Cela permet à
l’opérateur de maîtriser ses interventions, de contrôler
rapidement la pièce à tout moment entre les étapes
d’usinage et de détecter, le cas échéant, suffisamment
tôt les écarts de mesure.
Le logiciel 3D Form Inspect
nous a permis d’éliminer
les sources d’erreurs latentes.
Jan Wasserfurth le sait par
expérience, “il existe de nombreuses raisons expliquant
de tels écarts de mesure lors de l’enlèvement de copeaux”.
“A commencer par l’usure de l’outil jusqu’aux
déplacements des outils, en passant par les influences
thermiques et les écarts d’usinage, tous ces facteurs
ont un effet sur les contours usinés.” Bien que ACTech
ait équipé ses machines de “kits de sécurité”,
ces influences n’ont pas disparu. Les clients de
la société ACTech exigent de plus en plus de tolérances
étroites. Des tolérances de 3 centièmes ne sont
pas rares et constituent un vrai défi technique.
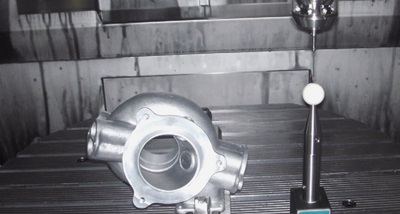
Comme dans d’autres entreprises, la mesure
s’effectuait manuellement sur des machines, ce qui
engendrait souvent des erreurs et inexactitudes.
C’est pourquoi, les pièces étaient autrefois d’abord
contrôlées sur des machines à mesurer
tridimensionnelles après l’usinage. Dans bien des cas, il fallait brider à nouveau les pièces
pour les retoucher, ce qui engendrait une perte de temps
et de précision, sans parler des périodes d’attente non
programmées.
 L’acquisition du logiciel 3D Form Inspect en 2009 a permis
d’améliorer sensiblement les conditions. Les programmes
de mesure générés sur l’ordinateur de l’atelier sont
transmis aux machines et s’affichent comme tout
programme d’usinage classique. Après la mise en place
des palpeurs, la machine effectue une brève opération
de calibrage qui a été généré automatiquement par le
programme. Cela permet de déterminer les états
thermiques et cinématiques actuels de la machine et de
les prendre en compte lors de l’évaluation de la mesure.
Sur les machines à 5 axes, une compensation automatique
des erreurs pivots dans le quatrième et le cinquième
axe est effectuée durant ces opérations. Seule cette
méthode brevetée par m&h permet de garantir à tout
moment la reproductibilité et la fiabilité des valeurs de
mesure déterminées. Celles-ci correspondent aux valeurs
documentées par la suite sur les machines à mesurer
tridimensionnelles.
L’acquisition du logiciel 3D Form Inspect en 2009 a permis
d’améliorer sensiblement les conditions. Les programmes
de mesure générés sur l’ordinateur de l’atelier sont
transmis aux machines et s’affichent comme tout
programme d’usinage classique. Après la mise en place
des palpeurs, la machine effectue une brève opération
de calibrage qui a été généré automatiquement par le
programme. Cela permet de déterminer les états
thermiques et cinématiques actuels de la machine et de
les prendre en compte lors de l’évaluation de la mesure.
Sur les machines à 5 axes, une compensation automatique
des erreurs pivots dans le quatrième et le cinquième
axe est effectuée durant ces opérations. Seule cette
méthode brevetée par m&h permet de garantir à tout
moment la reproductibilité et la fiabilité des valeurs de
mesure déterminées. Celles-ci correspondent aux valeurs
documentées par la suite sur les machines à mesurer
tridimensionnelles.
 “Le logiciel 3D Form Inspect nous a
permis d’éliminer les sources d’erreurs latentes”, se réjouit
Jan Wasserfurth. Il est enfin possible de mesurer des
contours tridimensionnels et des géométries inclinées
dans l’espace avec un palpeur. “Les brides et les contours
3D sont mesurés dans la machine et peuvent, en cas
de doute, être retouchés directement sans un nouveau
bridage”. Grâce à la commande simple, on effectue
désormais plus fréquemment des mesures entre les étapes
d’usinage. “Nos processus ont gagné en fiabilité et nous
produisons beaucoup plus de pièces parfaites”, déclare
Jan Wasserfurth. “Nos retouches sont passées de 50% autrefois à environ 5%
aujourd’hui”, confirme-t-il.
“Le logiciel 3D Form Inspect nous a
permis d’éliminer les sources d’erreurs latentes”, se réjouit
Jan Wasserfurth. Il est enfin possible de mesurer des
contours tridimensionnels et des géométries inclinées
dans l’espace avec un palpeur. “Les brides et les contours
3D sont mesurés dans la machine et peuvent, en cas
de doute, être retouchés directement sans un nouveau
bridage”. Grâce à la commande simple, on effectue
désormais plus fréquemment des mesures entre les étapes
d’usinage. “Nos processus ont gagné en fiabilité et nous
produisons beaucoup plus de pièces parfaites”, déclare
Jan Wasserfurth. “Nos retouches sont passées de 50% autrefois à environ 5%
aujourd’hui”, confirme-t-il.
En réduisant de façon significative les efforts de mesure
et les opérations de réusinage, Jan Wasserfurth reconnaît
avoir gagné en temps et en précision. Le système de m&h a
fait ses preuves chez ACTech sur 11 machines. “C’est un bon
système”, confirme Jan Wasserfurth. “Simple à utiliser et
fiable. Pour nous, la mesure sur la machine est devenue une
routine quotidienne grâce à m&h”.

