¡La medición acaba con los trabajos de repaso!
Contacto
Con la medición de las piezas de trabajo en la
máquina, ACTech ha eliminado fuentes de error y ha
reducido drásticamente los trabajos de repaso en
piezas de tolerancias estrictas. Ahora 12 máquinas
han sido equipadas con sondas de contacto y el
software de m&h.
“3D Form Inspect de m&h nos ha ayudado de modo
extraordinario”, describe el jefe de equipo para
procesamiento mecánico en la empresa ACTech,
Jan Wasserfurth, ya al principio de la conversación.
Desde hace algunos años, la medición de las piezas de
trabajo mientras todavía están sujetas en la máquinaherramienta
forma parte de la rutina diaria en ACTech.
 El nombre ACTech viene de Advanced Casting Technologies;
esta empresa de equipamiento técnico vanguardista y con
sede en la ciudad sajona de Freiberg se ha especializado en
ingeniería, construcción y mecanizado de prototipos, sobre
todo para la industria aeroespacial, la industria del automóvil
y la construcción de maquinaria. Se emplean modernas
tecnologías para la fabricación de piezas prototipo metálicas
que deben corresponder al máximo con las propiedades de
producto posteriores. Entre estas tecnologías se cuentan
la sinterización láser de materia para moldeo Croning® y el
fresado directo de materia de moldeo para procedimientos
esenciales de fabricación de moldes en prototipado rápido.
Desde el diseño, pasando por la fundición y el mecanizado
final, y hasta llegar a la pieza lista para instalar, la empresa
ofrece la gama completa para la fabricación de prototipos
utilizando aluminio, hierro, acero y también aleaciones
especiales específicas del cliente. En esta empresa fundada
en 1994 trabajan más de 370 empleados y actualmente hay
varios puestos de trabajo vacantes.
El nombre ACTech viene de Advanced Casting Technologies;
esta empresa de equipamiento técnico vanguardista y con
sede en la ciudad sajona de Freiberg se ha especializado en
ingeniería, construcción y mecanizado de prototipos, sobre
todo para la industria aeroespacial, la industria del automóvil
y la construcción de maquinaria. Se emplean modernas
tecnologías para la fabricación de piezas prototipo metálicas
que deben corresponder al máximo con las propiedades de
producto posteriores. Entre estas tecnologías se cuentan
la sinterización láser de materia para moldeo Croning® y el
fresado directo de materia de moldeo para procedimientos
esenciales de fabricación de moldes en prototipado rápido.
Desde el diseño, pasando por la fundición y el mecanizado
final, y hasta llegar a la pieza lista para instalar, la empresa
ofrece la gama completa para la fabricación de prototipos
utilizando aluminio, hierro, acero y también aleaciones
especiales específicas del cliente. En esta empresa fundada
en 1994 trabajan más de 370 empleados y actualmente hay
varios puestos de trabajo vacantes.
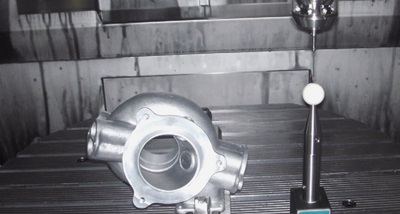
El mecanizado por arranque de virutas de los prototipos
metálicos tiene lugar en su propia nave de producción.
Puesto que los tamaños de lote normalmente están
entre 1 y 10 piezas y las exigencias de precisión son
cada vez mayores, se consideró la posibilidad de medir
en la máquina-herramienta ya en una fase temprana.
Desde 1999 se han equipado con sondas de contacto de
m&h 10 centros de mecanizado de 5 ejes, un centro de
mecanizado de 3 ejes y un centro de torneado y fresado.
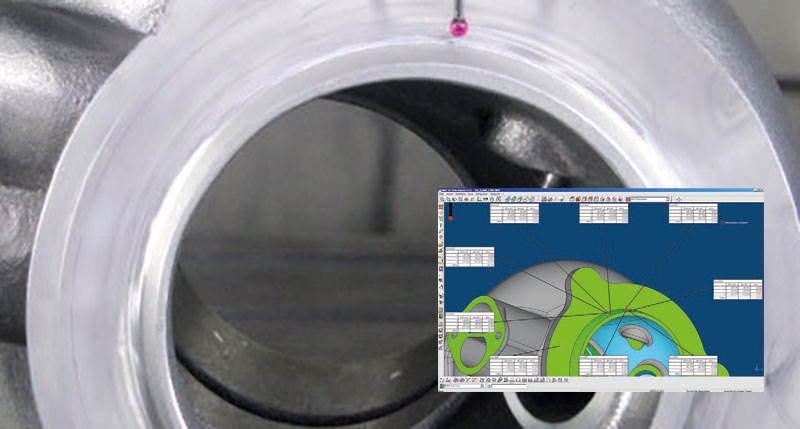
 AC- Tech utiliza también el software 3D Form Inspect
de m&h, que compara una pieza de trabajo por medio
de contornos y geometrías libremente definibles con las
especificaciones nominales del diseño CAD. Para ello
se determinan en un ordenador del taller los puntos de
contorno por medir haciendo clic con el ratón sobre una representación superficial de la pieza de trabajo y se accede
a la función de medición prevista mediante otro clic del
ratón.
AC- Tech utiliza también el software 3D Form Inspect
de m&h, que compara una pieza de trabajo por medio
de contornos y geometrías libremente definibles con las
especificaciones nominales del diseño CAD. Para ello
se determinan en un ordenador del taller los puntos de
contorno por medir haciendo clic con el ratón sobre una representación superficial de la pieza de trabajo y se accede
a la función de medición prevista mediante otro clic del
ratón.
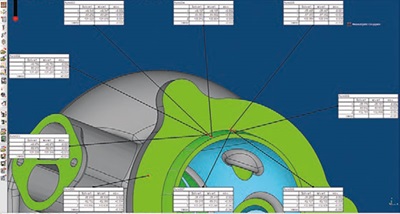
Los puntos por medir también pueden transferirse
con los datos del dibujo. A cada punto de medición puede
asignársele una tolerancia general o individual. Durante la
evaluación se realiza automáticamente una comparación
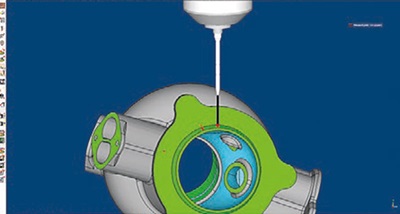
de tolerancia. La programación de los recorridos de
desplazamiento de la sonda de contacto es asumida
automáticamente por el software en el plano de fondo del
programa. Puesto que los contornos de todas las sondas
de contacto de m&h y sus posibilidades de combinación
en 3D Form Inspect están memorizadas, el software
realiza automáticamente un control de colisión con los
contornos de la pieza de trabajo y bloquea las mediciones
que puedan estar en peligro de colisión con los cuerpos
de sonda seleccionados, las posibles extensiones y las
sondas en cruz. Esto aporta seguridad al operador y le
permite también comprobar brevemente la pieza de trabajo
entre las fases de mecanizado y, llegado el caso, detectar
con antelación las posibles des- viaciones dimensionales.
Con 3D Form Inspect hemos reducido
las fuentes de errores latentes.
“Existen muchos motivos para que se produzcan tales
desviaciones dimen- sionales durante el mecanizado”,
Jan Wasserfurth lo sabe por experiencias anteriores.
“Empezando por el desgaste de la herramienta, pasando
por las desviaciones de mecanizado y hasta llegar a
las deflexiones de las herramientas o las influencias
térmicas, todos estos factores influyen en los contornos
mecanizados”. Aunque ACTech ha equipado sus
máquinas con los denominados paquetes de precisión,
estas influencias aún son perceptibles. En el círculo de
clientes de ACTech también existe la tendencia a solicitar
tolerancias cada vez más estrictas, a menudo se exigen
gamas de tolerancia de únicamente 3 centésimas que rozan
rápidamente los límites. Al igual que en otras empresas,
anteriormente se medía manualmente en las máquinas, lo que provocaba a menudos errores e imprecisiones, por lo
cual, se comprobaban inicialmente las piezas de trabajo
en las máquinas de medición después del mecanizado. En
muchos casos, era necesario volver a sujetar las piezas de
trabajo para poder remecanizarlas, con la pérdida de tiempo
y precisión que ello acarreaba. A menudo debía contarse con
tiempos de espera no planificados.
 Con la adquisición del software 3D Form Inspect en el año
2009, las condiciones han mejorado considerablemente. Los
programas de medición generados en el ordenador del taller
se transfieren como programas de mecanizado normales
a las máquinas y se accede a ellos del modo habitual. Una
vez que se ha cambiado la sonda de contacto, la máquina
realiza una breve rutina de calibración, que también es
generada automáticamente por el programa. De este modo
se registran los estados térmicos y cinemáticos actuales
de la máquina y se tienen en cuenta automáticamente para
la evaluación de medición. En las máquina de 5 ejes se
realiza también una compensación de errores de orientación
automática en el cuarto y quinto eje mediante estas rutinas.
Solo mediante este proceso patentado para m&h puede
garantizarse que los valores de medición calcu- lados son
repetibles y fiables en todo momento. Corresponden a
los valores que se documentarán después también en las
máquinas de medición.
Con la adquisición del software 3D Form Inspect en el año
2009, las condiciones han mejorado considerablemente. Los
programas de medición generados en el ordenador del taller
se transfieren como programas de mecanizado normales
a las máquinas y se accede a ellos del modo habitual. Una
vez que se ha cambiado la sonda de contacto, la máquina
realiza una breve rutina de calibración, que también es
generada automáticamente por el programa. De este modo
se registran los estados térmicos y cinemáticos actuales
de la máquina y se tienen en cuenta automáticamente para
la evaluación de medición. En las máquina de 5 ejes se
realiza también una compensación de errores de orientación
automática en el cuarto y quinto eje mediante estas rutinas.
Solo mediante este proceso patentado para m&h puede
garantizarse que los valores de medición calcu- lados son
repetibles y fiables en todo momento. Corresponden a
los valores que se documentarán después también en las
máquinas de medición.
 “Con 3D Form Inspect hemos eliminado las fuentes de error
latentes” se alegra Jan Wasserfurth. Finalmente pueden
medirse ahora contornos tridimensionales y geometrías
inclinadas en el espacio fácilmente con la sonda de
contacto. “Las bridas y contornos 3D se miden generalmente
en la máquina y, en caso de duda, pueden volver a
mecanizarse sin necesidad de volverlas a sujetar”. Gracias
al sencillo manejo ahora se mide más a menudo entre las fases de mecanizado. “Hemos ganado seguridad de proceso
y producimos muchas más piezas correctas”, afirma Jan
Wasserfurth. “Nuestros remecanizados se han reducido
del 50% en el pasado a aproximadamente un 5%”,
confirma Wasserfurth.
“Con 3D Form Inspect hemos eliminado las fuentes de error
latentes” se alegra Jan Wasserfurth. Finalmente pueden
medirse ahora contornos tridimensionales y geometrías
inclinadas en el espacio fácilmente con la sonda de
contacto. “Las bridas y contornos 3D se miden generalmente
en la máquina y, en caso de duda, pueden volver a
mecanizarse sin necesidad de volverlas a sujetar”. Gracias
al sencillo manejo ahora se mide más a menudo entre las fases de mecanizado. “Hemos ganado seguridad de proceso
y producimos muchas más piezas correctas”, afirma Jan
Wasserfurth. “Nuestros remecanizados se han reducido
del 50% en el pasado a aproximadamente un 5%”,
confirma Wasserfurth.
Jan Wasserfurth concluye que se ha ganado tiempo y precisión
y, al mismo tiempo, se ha ahorrado en gran medida en trabajos
de medición y repaso. El sistema de m&h ha acreditado su
valía en ACTech en 11 máquinas. “Se trata de un buen sistema”,
confirma Jan Wasserfurth. “Fácil de manejar y fiable. Para
nosotros, la medición en la máquina se ha convertido en parte
de nuestra actividad diaria gracias a m&h”.

