Finishing with M & H
Rhyn - Switzerland
Contact us
The software application NC Gage from m&h finally provides measuring functions on machines with controls from Fanuc and other Japanese manufacturers. In the past it was necessary to time-consumingly undertake inspection manually or on other machines, a process that often involved the risk of errors.
I can see immediately where my tool is”, states Stefan Fiechter, very pleased; he undertakes the grinding work on the Hauser jig grinding machine at Rhyn AG, in the Swiss municipality of Bollodingen. The measuring functions on the Fanuc control were completely unsatisfactory.Although the machine itself was prepared for equipping with touch probes, the control software left a lot to be desired in relation to measuring needs.
Such machines can now be upgraded using the software application NC Gage from m&h; they then offer a wide variety of measuring functions of even broader scope than European controls. Depending on the machine and type of control, the software is either installed directly in the control (e.g. Okuma) or run on a tablet PC that is connected to the machine control via WLAN.
This is also the case on the jig grinding machine at Rhyn AG, which has a Fanuc control. The measuring points and measuring functions are defined on the tablet PC. The measuring points in the measuring routines called can also be defined by teach-in. Once prepared, measuring programs are saved can be called again at any time. These programs are transferred to the control via a WLAN link. The measured values are then returned the same way.
“The software is simple to use and easy to understand”, states Herr Fiechter, very pleased. “The programming with the aid of symbols and icons is very clear. Even inexperienced users quickly become familiarised.” However, NC Gage does not just offer a series of measuring functions, but also checks the values and commands entered for plausibility. “Only functions that are actually possible are active”, explains Stefan Fiechter. “This feature avoids errors and is a real aid for the operator.”
Since 1961 Rhyn AG has manufactured punch tools, jigs, individual parts and small production runs with high accuracy. Its primary customers are the pharmaceutical industry, the medical technology sector, and also the electrical industry and machine tool manufacturers. Currently Rhyn AG has 17 highly specialised employees who operate an extensive range of machines with which Rhyn AG can offer all machining processes.
Touch probes from m&h have been in use at the organisation for some time already on the Reiden machining centre. The probes have certainly proven their worth there. A special aspect is the usage of the software application NC Gage from m&h on Hauser jig grinding machines with a FANUC control. The jig grinding machines have a special layout and special movement sequences. However the universal software from m&h also tackles these aspects without problems.
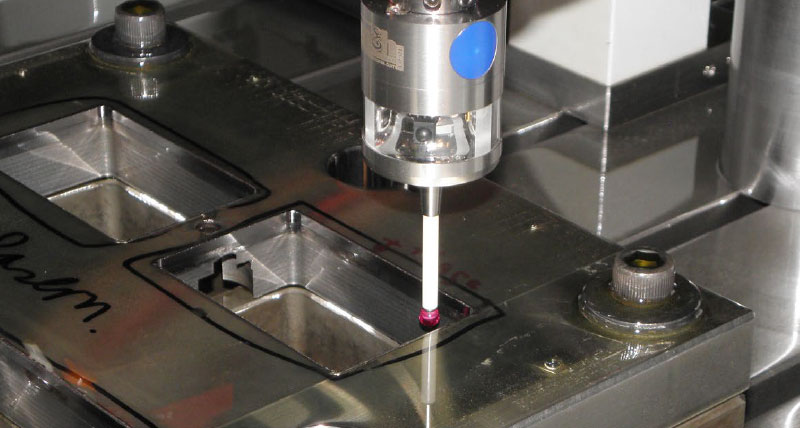
 Rhyn AG purchased the Hauser machine preequipped for touch probes. It was pre-wired and has now been upgraded by m&h, that is equipped with receivers and probes, as well as the software. Here the small m&h probes with the related hollow taper shanks HSK25 available as standard are used. At the same time as the hardware was delivered, the software was installed and training provided on site using workpieces from Rhyn. In this way the opera- tors are more confident about using the software on their workpieces right from the start and the pro- grams from the training can be used again directly in case of recurring parts. There was particular praise for the support provided by m&h that also includes the provision of advice by telephone, which avoids unnecessary and expensive service visits.
Rhyn AG purchased the Hauser machine preequipped for touch probes. It was pre-wired and has now been upgraded by m&h, that is equipped with receivers and probes, as well as the software. Here the small m&h probes with the related hollow taper shanks HSK25 available as standard are used. At the same time as the hardware was delivered, the software was installed and training provided on site using workpieces from Rhyn. In this way the opera- tors are more confident about using the software on their workpieces right from the start and the pro- grams from the training can be used again directly in case of recurring parts. There was particular praise for the support provided by m&h that also includes the provision of advice by telephone, which avoids unnecessary and expensive service visits.
With NC Gage it is also possible to measure significantly more universally than previously, even on FANUC controls. Along with measuring during set-up, angles are now checked, odd measurements exactly checked, internal shapes measured and much more. Conical shapes are no longer so daunting.
In the past time and again there were mistakes on reading dial gauges“, admits Stefan Fiechter. „Often the part was removed from the fixture and measured externally.“ Because that was so time-consuming, only few measurements were made. On returning the part to the fixture it was difficult to find the position and zero point again. „Now we are at least 40% quicker during measuring and we now measure much more than before. „And the measurement results are always reliable, which was not always the case in the past. Complex sine and tangent calculations are now also obsolete, as is manual measuring equipment or special gauges. The scope for making mistakes has been significantly reduced.
We have gained time and certainty“, confirms Stefan Fiechter. „We can log what has been done and I am certain it is correct.“ Asked about the financial aspects, he initially replied in a typical reserved Swiss manner, but then immediately added: „The price-performance ratio is right and we would immediately make the investment again. If you only save one workpiece, the system has already paid for itself.“
The new features are also resulting in slightly modified and optimised processes at Rhyn. Now the dies for a punching tool is fully ground and then briefly measured while they are still on the jig grinding machine. Then it is easy to adapt the related matrices to the exact dimensions of the die and to supply exactly fitting tools. Smiling, Stefan Fiechter adds: „The system will pay for itself without doubt.“ And his boss Hans Rhyn confirms that statement with a nod. As a result cost-effective Swiss-quality finishing is provided with the aid of touch probes and software from m&h.
I can see immediately where my tool is”, states Stefan Fiechter, very pleased; he undertakes the grinding work on the Hauser jig grinding machine at Rhyn AG, in the Swiss municipality of Bollodingen. The measuring functions on the Fanuc control were completely unsatisfactory.Although the machine itself was prepared for equipping with touch probes, the control software left a lot to be desired in relation to measuring needs.
Such machines can now be upgraded using the software application NC Gage from m&h; they then offer a wide variety of measuring functions of even broader scope than European controls. Depending on the machine and type of control, the software is either installed directly in the control (e.g. Okuma) or run on a tablet PC that is connected to the machine control via WLAN.
This is also the case on the jig grinding machine at Rhyn AG, which has a Fanuc control. The measuring points and measuring functions are defined on the tablet PC. The measuring points in the measuring routines called can also be defined by teach-in. Once prepared, measuring programs are saved can be called again at any time. These programs are transferred to the control via a WLAN link. The measured values are then returned the same way.
“The software is simple to use and easy to understand”, states Herr Fiechter, very pleased. “The programming with the aid of symbols and icons is very clear. Even inexperienced users quickly become familiarised.” However, NC Gage does not just offer a series of measuring functions, but also checks the values and commands entered for plausibility. “Only functions that are actually possible are active”, explains Stefan Fiechter. “This feature avoids errors and is a real aid for the operator.”
Since 1961 Rhyn AG has manufactured punch tools, jigs, individual parts and small production runs with high accuracy. Its primary customers are the pharmaceutical industry, the medical technology sector, and also the electrical industry and machine tool manufacturers. Currently Rhyn AG has 17 highly specialised employees who operate an extensive range of machines with which Rhyn AG can offer all machining processes.
Touch probes from m&h have been in use at the organisation for some time already on the Reiden machining centre. The probes have certainly proven their worth there. A special aspect is the usage of the software application NC Gage from m&h on Hauser jig grinding machines with a FANUC control. The jig grinding machines have a special layout and special movement sequences. However the universal software from m&h also tackles these aspects without problems.
Rhyn AG purchased the Hauser machine preequipped for touch probes. It was pre-wired and has now been upgraded by m&h, that is equipped with receivers and probes, as well as the software. Here the small m&h probes with the related hollow taper shanks HSK25 available as standard are used. At the same time as the hardware was delivered, the software was installed and training provided on site using workpieces from Rhyn. In this way the opera- tors are more confident about using the software on their workpieces right from the start and the pro- grams from the training can be used again directly in case of recurring parts. There was particular praise for the support provided by m&h that also includes the provision of advice by telephone, which avoids unnecessary and expensive service visits.With NC Gage it is also possible to measure significantly more universally than previously, even on FANUC controls. Along with measuring during set-up, angles are now checked, odd measurements exactly checked, internal shapes measured and much more. Conical shapes are no longer so daunting.
In the past time and again there were mistakes on reading dial gauges“, admits Stefan Fiechter. „Often the part was removed from the fixture and measured externally.“ Because that was so time-consuming, only few measurements were made. On returning the part to the fixture it was difficult to find the position and zero point again. „Now we are at least 40% quicker during measuring and we now measure much more than before. „And the measurement results are always reliable, which was not always the case in the past. Complex sine and tangent calculations are now also obsolete, as is manual measuring equipment or special gauges. The scope for making mistakes has been significantly reduced.
We have gained time and certainty“, confirms Stefan Fiechter. „We can log what has been done and I am certain it is correct.“ Asked about the financial aspects, he initially replied in a typical reserved Swiss manner, but then immediately added: „The price-performance ratio is right and we would immediately make the investment again. If you only save one workpiece, the system has already paid for itself.“
The new features are also resulting in slightly modified and optimised processes at Rhyn. Now the dies for a punching tool is fully ground and then briefly measured while they are still on the jig grinding machine. Then it is easy to adapt the related matrices to the exact dimensions of the die and to supply exactly fitting tools. Smiling, Stefan Fiechter adds: „The system will pay for itself without doubt.“ And his boss Hans Rhyn confirms that statement with a nod. As a result cost-effective Swiss-quality finishing is provided with the aid of touch probes and software from m&h.