Finissage avec m&h
Rhyn - Suisse
Contact
Le logiciel NC Gage de m&h dote enfin de fonctions de mesure les machines équipées de commandes de Fanuc et d‘autres fabricants japonais. Jusqu‘ici, le contrôle devait s‘effectuer manuellement ou sur d‘autres machines, une opération laborieuse comportant des risques d‘erreur.
« Je vois tout de suite où se trouve mon outil », se réjouit Stefan Fiechter, qui exécute les travaux de rectification sur une rectifieuse à coordonnées Hauser chez Rhyn AG, à Bollingen (Suisse).
Les fonctions de mesure de la commande Fanuc étaient tout à fait insuffisantes. Bien que la machine, elle-même, ait été conçue pour recevoir des palpeurs de mesure, les fonctionnalités de mesure du logiciel de commande laissaient à désirer.
Le programme NC Gage de m&h permet aujourd’hui de postéquiper de telles machines et offre un grand choix de fonctions de mesure dépassant même l’éventail proposé par les commandes européennes. Selon la machine et le type de commande, le logiciel est directement chargé dans l’ordinateur de commande (par ex. Okuma) ou exécuté sur un Tablet PC relié par WLAN à la commande machine.
C’est aussi le cas de la rectifieuse à coordonnées de Rhyn AG, associée à une commande Fanuc. La détermination des points et fonctions de mesure s’effectue sur le Tablet PC. Les routines de mesure appelées permettent aussi de définir les points de mesure par apprentissage (teach in). Une fois les programmes de mesure établis, on peut les enregistrer et les rappeler à tout moment. Une connexion WLAN les transmet à la commande. Les valeurs de mesure remontent par le même chemin.
« La commande du logiciel est simple et facile à comprendre », se félicite M. Fiechter. « La programmation basée sur des symboles et icônes est très conviviale. Même les personnes peu expérimentées l’assimilent rapidement. » NC Gage offre non seulement toute une série de fonctions de mesure, mais vérifie aussi la plausibilité des valeurs et commandes saisies. « Seules les fonctions vraiment possibles sont actives », explique Stefan Fiechter. « Ceci évite des erreurs et facilite beaucoup le travail de l’opérateur. »
Depuis 1961, Rhyn AG réalise des outils de découpe, gabarits, pièces individuelles et petites séries avec haute précision. Les industries pharmaceutique et électronique, le secteur médical et la construction mécanique font partie des principaux clients. Rhyn AG emploie actuellement 17 personnes hautement spécialisées qui utilisent un parc de machines étendu avec lequel la société est apte à proposer tous les types d’usinage à enlèvement de copeaux.
Depuis de nombreuses années déjà, on utilise des palpeurs de m&h sur le centre d’usinage Reiden. Les palpeurs ont fait leurs preuves sur ce système. L’utilisation du logiciel NC Gage de m&h sur une rectifieuse à coordonnées Hauser équipée d’une commande FANUC constitue une particularité. Les rectifieuses à coordonnées présentent en effet une structure spéciale et des cycles de mouvement particuliers. Mais, le logiciel à vocation universelle de m&h s’en accommode parfaitement.
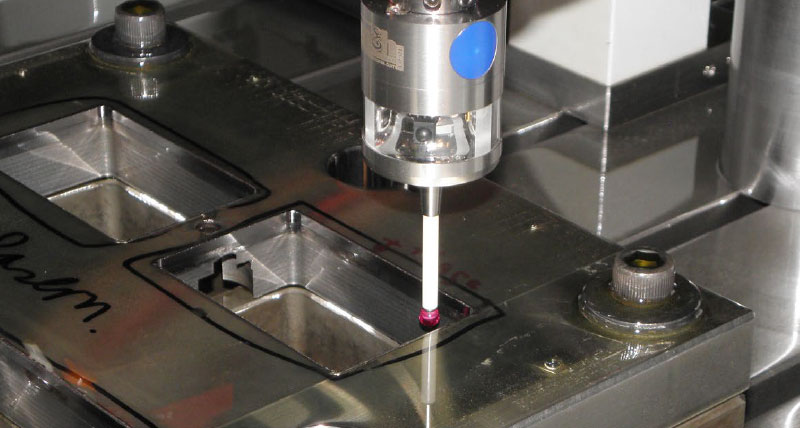
 Rhyn AG a fait l’acquisition d’une machine Hauser prééquipée pour les palpeurs. Elle était câblée sur place et a été postéquipée par m&h, c’est-à-dire dotée de récepteurs et de palpeurs, ainsi que d’un logiciel. Les petits palpeurs de m&h avec les cônes à tige creuse HSK25 correspondants, disponibles comme équipement standard, interviennent ici. L’ins- tallation du logiciel a eu lieu en même temps que la livraison et le personnel de Rhyn a bénéficié d’une formation à l’aide de pièces réalisées par Rhyn. Les opérateurs acquièrent ainsi dès le départ l’assurance nécessaire pour le traitement des pièces et peuvent réutiliser les programmes étudiés pendant la formation en cas de traitement répété de mêmes pièces. L’assistance de m&h, qui englobe un bon conseil téléphonique évitant des interventions SAV superflues et chères, a fait l’objet d’éloges particuliers. NC-Gage élargit aussi considérablement les applications de mesure des commandes FANUC. A côté du mesurage lors de l’équipement, on réalise aujourd’hui des contrôles précis d’angles, de cotes, en les combinant à des mesures de formes intérieures et bien plus. Les formes coniques ne suscitent plus de crainte.
Rhyn AG a fait l’acquisition d’une machine Hauser prééquipée pour les palpeurs. Elle était câblée sur place et a été postéquipée par m&h, c’est-à-dire dotée de récepteurs et de palpeurs, ainsi que d’un logiciel. Les petits palpeurs de m&h avec les cônes à tige creuse HSK25 correspondants, disponibles comme équipement standard, interviennent ici. L’ins- tallation du logiciel a eu lieu en même temps que la livraison et le personnel de Rhyn a bénéficié d’une formation à l’aide de pièces réalisées par Rhyn. Les opérateurs acquièrent ainsi dès le départ l’assurance nécessaire pour le traitement des pièces et peuvent réutiliser les programmes étudiés pendant la formation en cas de traitement répété de mêmes pièces. L’assistance de m&h, qui englobe un bon conseil téléphonique évitant des interventions SAV superflues et chères, a fait l’objet d’éloges particuliers. NC-Gage élargit aussi considérablement les applications de mesure des commandes FANUC. A côté du mesurage lors de l’équipement, on réalise aujourd’hui des contrôles précis d’angles, de cotes, en les combinant à des mesures de formes intérieures et bien plus. Les formes coniques ne suscitent plus de crainte.
« Autrefois, la lecture de comparateurs produisait régulièrement des erreurs », avoue Stefan Fiechter. « Souvent, on débridait la pièce et on la mesurait de façon externe. » Comme il s’agissait d’une opération laborieuse, on n’effectuait que peu de mesures. Lors du rebridage, il était difficile de retrouver la position initiale et le point zéro. « Maintenant, nous effectuons des mesures jusqu’à 40 % plus rapides, et nous en réalisons beaucoup plus que par le passé. « Et les résultats sont toujours fiables, ce qui n’était pas le cas autrefois. Les calculs complexes de sinus et de tangente sont devenus obsolètes tout comme les outils de mesure manuels ou gabarits spéciaux. Le risque d’erreur a nettement diminué.
Les nouvelles possibilités de travail aboutissent aussi à des déroulements légèrement modifiés et optimisés chez Rhyn. Maintenant, on effectue d’abord le finissage des poinçons d’un outil de découpe et on mesure ces éléments brièvement sur la rectifieuse à coordonnées. Il est alors facile d’adapter la matrice correspondante aux dimensions exactes du poinçon et de fournir des outils parfaitement ajustés. Avec un sourire, Stefan Fiechter ajoute : « Le système s’avère certainement payant. » Et son chef, Hans Rhyn, le confirme d’un signe de tête. Voilà comment les palpeurs et le logiciel de m&h contribuent à garantir un finissage suisse économique.
« Je vois tout de suite où se trouve mon outil », se réjouit Stefan Fiechter, qui exécute les travaux de rectification sur une rectifieuse à coordonnées Hauser chez Rhyn AG, à Bollingen (Suisse).
Les fonctions de mesure de la commande Fanuc étaient tout à fait insuffisantes. Bien que la machine, elle-même, ait été conçue pour recevoir des palpeurs de mesure, les fonctionnalités de mesure du logiciel de commande laissaient à désirer.
Le programme NC Gage de m&h permet aujourd’hui de postéquiper de telles machines et offre un grand choix de fonctions de mesure dépassant même l’éventail proposé par les commandes européennes. Selon la machine et le type de commande, le logiciel est directement chargé dans l’ordinateur de commande (par ex. Okuma) ou exécuté sur un Tablet PC relié par WLAN à la commande machine.
C’est aussi le cas de la rectifieuse à coordonnées de Rhyn AG, associée à une commande Fanuc. La détermination des points et fonctions de mesure s’effectue sur le Tablet PC. Les routines de mesure appelées permettent aussi de définir les points de mesure par apprentissage (teach in). Une fois les programmes de mesure établis, on peut les enregistrer et les rappeler à tout moment. Une connexion WLAN les transmet à la commande. Les valeurs de mesure remontent par le même chemin.
« La commande du logiciel est simple et facile à comprendre », se félicite M. Fiechter. « La programmation basée sur des symboles et icônes est très conviviale. Même les personnes peu expérimentées l’assimilent rapidement. » NC Gage offre non seulement toute une série de fonctions de mesure, mais vérifie aussi la plausibilité des valeurs et commandes saisies. « Seules les fonctions vraiment possibles sont actives », explique Stefan Fiechter. « Ceci évite des erreurs et facilite beaucoup le travail de l’opérateur. »
Depuis 1961, Rhyn AG réalise des outils de découpe, gabarits, pièces individuelles et petites séries avec haute précision. Les industries pharmaceutique et électronique, le secteur médical et la construction mécanique font partie des principaux clients. Rhyn AG emploie actuellement 17 personnes hautement spécialisées qui utilisent un parc de machines étendu avec lequel la société est apte à proposer tous les types d’usinage à enlèvement de copeaux.
Depuis de nombreuses années déjà, on utilise des palpeurs de m&h sur le centre d’usinage Reiden. Les palpeurs ont fait leurs preuves sur ce système. L’utilisation du logiciel NC Gage de m&h sur une rectifieuse à coordonnées Hauser équipée d’une commande FANUC constitue une particularité. Les rectifieuses à coordonnées présentent en effet une structure spéciale et des cycles de mouvement particuliers. Mais, le logiciel à vocation universelle de m&h s’en accommode parfaitement.
Rhyn AG a fait l’acquisition d’une machine Hauser prééquipée pour les palpeurs. Elle était câblée sur place et a été postéquipée par m&h, c’est-à-dire dotée de récepteurs et de palpeurs, ainsi que d’un logiciel. Les petits palpeurs de m&h avec les cônes à tige creuse HSK25 correspondants, disponibles comme équipement standard, interviennent ici. L’ins- tallation du logiciel a eu lieu en même temps que la livraison et le personnel de Rhyn a bénéficié d’une formation à l’aide de pièces réalisées par Rhyn. Les opérateurs acquièrent ainsi dès le départ l’assurance nécessaire pour le traitement des pièces et peuvent réutiliser les programmes étudiés pendant la formation en cas de traitement répété de mêmes pièces. L’assistance de m&h, qui englobe un bon conseil téléphonique évitant des interventions SAV superflues et chères, a fait l’objet d’éloges particuliers. NC-Gage élargit aussi considérablement les applications de mesure des commandes FANUC. A côté du mesurage lors de l’équipement, on réalise aujourd’hui des contrôles précis d’angles, de cotes, en les combinant à des mesures de formes intérieures et bien plus. Les formes coniques ne suscitent plus de crainte.« Autrefois, la lecture de comparateurs produisait régulièrement des erreurs », avoue Stefan Fiechter. « Souvent, on débridait la pièce et on la mesurait de façon externe. » Comme il s’agissait d’une opération laborieuse, on n’effectuait que peu de mesures. Lors du rebridage, il était difficile de retrouver la position initiale et le point zéro. « Maintenant, nous effectuons des mesures jusqu’à 40 % plus rapides, et nous en réalisons beaucoup plus que par le passé. « Et les résultats sont toujours fiables, ce qui n’était pas le cas autrefois. Les calculs complexes de sinus et de tangente sont devenus obsolètes tout comme les outils de mesure manuels ou gabarits spéciaux. Le risque d’erreur a nettement diminué.
Nous avons gagné du temps et amélioré la fiabilité
« Nous avons gagné du temps et amélioré la fiabilité », confirme Stefan Fiechter. « Nous pouvons consigner ce qui a été fait et je sais que c’est juste. » Interrogé sur les aspects financiers, il fait d’abord preuve de réserve, en bon Suisse, avant d’ajouter : « Le rapport prix/performances est satisfaisant et nous serions prêts à refaire cet investissement si nécessaire. Le rattrapage d’une seule pièce amortit déjà le système. »Les nouvelles possibilités de travail aboutissent aussi à des déroulements légèrement modifiés et optimisés chez Rhyn. Maintenant, on effectue d’abord le finissage des poinçons d’un outil de découpe et on mesure ces éléments brièvement sur la rectifieuse à coordonnées. Il est alors facile d’adapter la matrice correspondante aux dimensions exactes du poinçon et de fournir des outils parfaitement ajustés. Avec un sourire, Stefan Fiechter ajoute : « Le système s’avère certainement payant. » Et son chef, Hans Rhyn, le confirme d’un signe de tête. Voilà comment les palpeurs et le logiciel de m&h contribuent à garantir un finissage suisse économique.