Rectificado fino con m&h
Rhyn - Suiza
Contacto
El software NC Gage de m&h permite finalmente funciones de medición en máquinas con controles de Fanuc y de otros fabricantes japoneses. Hasta ahora los controles debían realizarse muy laboriosamente y con riesgo de errores o bien en otras máquinas.
“Veo inmediatamente donde está mi herramienta”, indica contento Stefan Fiechter, encargado de los trabajos en la máquina de rectificado por coordenadas de Hauser en la empresa Rhyn AG, en la ciudad suiza de Bollodingen. Las funciones de medición del control Fanuc eran totalmente insuficientes. Pese a que la máquina estaba preparada para el equipamiento de sondas de contacto, el software de control dejaba muchas lagunas.
Con el software NC Gage de m&h, estas máquinas pueden equiparse a posteriori y ofrecer una gran variedad de funciones de medición que van incluso más allá del ámbito de funciones de los controles europeos. En función de la máquina y el tipo de control, el software se carga directamente en el ordenador del control (p. ej. Okuma) o se ejecuta en un Tablet PC que está conectado a través de WLAN con el control de la máquina.
También en la máquina de rectificado por coordenadas de la empresa Rhyn AG, que dispone de un control Fanuc. Los puntos de medición y las funciones de medición se determinan en el Tablet PC. En las rutinas de medición abiertas pueden determinarse los puntos de medición también mediante autoaprendizaje. Una vez que se han guardado los programas de medición generados, puede accederse de nuevo a ellos en todo momento. Mediante un acoplamiento WLAN, estos se transmiten al control. Los valores de medición se devuelven del mismo modo.
“El manejo del software es sencillo y fácilmente comprensible“, se congratula el señor Fiechter. “La programación con ayuda de símbolos e iconos es fácilmente comprensible. De este modo, se familiarizan rápidamente incluso las personas sin experiencia”. Pero NC Gage no solo ofrece toda una serie de funciones de medición, sino que también comprueba la plausibilidad de los valores y órdenes que se van a introducir. “Solo están activas las funciones realmente posibles”, explica Stefan Fiechter. “Esto evita errores y facilita realmente la vida al operador”.
Desde 1961, Rhyn AG fabrica con gran precisión herramientas de estampado, dispositivos, componentes individuales y pequeñas series. Sus principales clientes son de la industria farmacéutica y la ingeniería médica, pero también de la industria electrónica y de la construcción de maquinaria. Rhyn AG emplea actualmente a 17 personas con elevada especialización, que trabajan con un amplio parque de máquinas que permiten a la empresa ofrecer todo el procedimiento de virutaje.
Las sondas de contacto de m&h se emplean desde hace mucho tiempo en el centro de mecanizado de la empresa Reiden. Aquí estas sondas han adquirido gran prestigio. Una peculiaridad es el empleo del software NC Gage de m&h en máquinas de rectificado por coordenadas de Hauser con un control FANUC. Las máquinas de rectificado por coordenadas disponen de una estructura especial y también de secuencias de movimiento especiales. Pero ello no supone ningún problema para el software de ajuste universal de m&h.
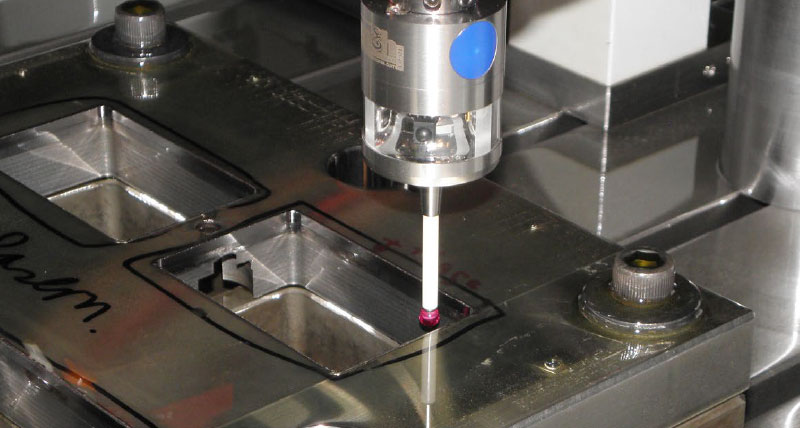
 Rhyn AG compró la máquina Hauser ya preequipada para sondas de contacto. Ya estaba precableada y fue equipada a posteriori por m&h con receptores y sondas, además de software. En ella se utilizan las pequeñas sondas de m&h con los correspondientes conos de fuste hueco HSK25, que se suministran de serie. Al mismo tiempo, se instaló el software en el momento de la entrega y se instruyó in situ al personal empleando las propias piezas de la empresa Rhyn. Así, los operadores ganan en seguridad desde el principio en sus piezas de trabajo y en caso de piezas recurrentes pueden emplear de nuevo los programas de los cursos de formación. Especiales elogios recibe la asistencia de m&h, donde hay un buen asesoramiento telefónico que evita intervenciones del servicio técnico innecesarias y costosas.
Rhyn AG compró la máquina Hauser ya preequipada para sondas de contacto. Ya estaba precableada y fue equipada a posteriori por m&h con receptores y sondas, además de software. En ella se utilizan las pequeñas sondas de m&h con los correspondientes conos de fuste hueco HSK25, que se suministran de serie. Al mismo tiempo, se instaló el software en el momento de la entrega y se instruyó in situ al personal empleando las propias piezas de la empresa Rhyn. Así, los operadores ganan en seguridad desde el principio en sus piezas de trabajo y en caso de piezas recurrentes pueden emplear de nuevo los programas de los cursos de formación. Especiales elogios recibe la asistencia de m&h, donde hay un buen asesoramiento telefónico que evita intervenciones del servicio técnico innecesarias y costosas.
Con NC Gage puede medirse ahora también en controles FANUC de un modo más universal que antes. Además de la medición durante el ajuste, se comprueban también ángulos, se controlan medidas con precisión, se miden formas internas y mucho más. Las formas cónicas ya no suponen un problema.
„Antes durante la lectura de los calibres siempre se producían errores“, admite Stefan Fiechter. „A menudo la pieza se tenía que aflojar y medir externamente“. Este laborioso proceso solo se podía realizar en pocas ocasiones. Al volver a sujetar la pieza era difícil encontrar de nuevo la posición y el punto cero. „Ahora medimos como mínimo un 40% más rápido y hoy medimos mucho más que antes.“ Además, los resultados son siempre fiables, lo que no siempre sucedía antes. Los cálculos complejos de senos y tangentes ya están obsoletos, como los instrumentos de medición manuales o los calibres especiales. La posibilidad de cometer errores está claramente limitada.
Hemos ganado tiempo y seguridad
„Hemos ganado tiempo y seguridad“, confirma Stefan Fiechter. „Podemos protocolizar lo que se ha hecho y estar seguros de que es correcto“. Consultado sobre los aspectos financieros, se muestra primero reservado, para después añadir: „La relación preciorendi-miento es correcta y no dudaríamos en realizar de nuevo la inversión. Con solo salvar una pieza de trabajo, el sistema puede darse por amortizado“.
Las nuevas posibilidades han conducido a procesos modificados y optimizados en la empresa Rhyn. Ahora se rectifican con precisión primero los troqueles de una máquina estampadora y se miden brevemente en la máquina de rectificado por coordenadas. Así es fácil adaptar las matrices correspondientes a las medidas precisas del troquel y suministrar herramientas precisas. Stefan Fiechter añade sonriente: „El sistema realmente merece la pena“. Y su jefe Hans Rhyn lo confirma asintiendo con la cabeza. El rectificado fino, rentable y Swiss Made es una realidad con la asistencia de las sondas de contacto y el software de m&h.
“Veo inmediatamente donde está mi herramienta”, indica contento Stefan Fiechter, encargado de los trabajos en la máquina de rectificado por coordenadas de Hauser en la empresa Rhyn AG, en la ciudad suiza de Bollodingen. Las funciones de medición del control Fanuc eran totalmente insuficientes. Pese a que la máquina estaba preparada para el equipamiento de sondas de contacto, el software de control dejaba muchas lagunas.
Con el software NC Gage de m&h, estas máquinas pueden equiparse a posteriori y ofrecer una gran variedad de funciones de medición que van incluso más allá del ámbito de funciones de los controles europeos. En función de la máquina y el tipo de control, el software se carga directamente en el ordenador del control (p. ej. Okuma) o se ejecuta en un Tablet PC que está conectado a través de WLAN con el control de la máquina.
También en la máquina de rectificado por coordenadas de la empresa Rhyn AG, que dispone de un control Fanuc. Los puntos de medición y las funciones de medición se determinan en el Tablet PC. En las rutinas de medición abiertas pueden determinarse los puntos de medición también mediante autoaprendizaje. Una vez que se han guardado los programas de medición generados, puede accederse de nuevo a ellos en todo momento. Mediante un acoplamiento WLAN, estos se transmiten al control. Los valores de medición se devuelven del mismo modo.
“El manejo del software es sencillo y fácilmente comprensible“, se congratula el señor Fiechter. “La programación con ayuda de símbolos e iconos es fácilmente comprensible. De este modo, se familiarizan rápidamente incluso las personas sin experiencia”. Pero NC Gage no solo ofrece toda una serie de funciones de medición, sino que también comprueba la plausibilidad de los valores y órdenes que se van a introducir. “Solo están activas las funciones realmente posibles”, explica Stefan Fiechter. “Esto evita errores y facilita realmente la vida al operador”.
Desde 1961, Rhyn AG fabrica con gran precisión herramientas de estampado, dispositivos, componentes individuales y pequeñas series. Sus principales clientes son de la industria farmacéutica y la ingeniería médica, pero también de la industria electrónica y de la construcción de maquinaria. Rhyn AG emplea actualmente a 17 personas con elevada especialización, que trabajan con un amplio parque de máquinas que permiten a la empresa ofrecer todo el procedimiento de virutaje.
Las sondas de contacto de m&h se emplean desde hace mucho tiempo en el centro de mecanizado de la empresa Reiden. Aquí estas sondas han adquirido gran prestigio. Una peculiaridad es el empleo del software NC Gage de m&h en máquinas de rectificado por coordenadas de Hauser con un control FANUC. Las máquinas de rectificado por coordenadas disponen de una estructura especial y también de secuencias de movimiento especiales. Pero ello no supone ningún problema para el software de ajuste universal de m&h.
Rhyn AG compró la máquina Hauser ya preequipada para sondas de contacto. Ya estaba precableada y fue equipada a posteriori por m&h con receptores y sondas, además de software. En ella se utilizan las pequeñas sondas de m&h con los correspondientes conos de fuste hueco HSK25, que se suministran de serie. Al mismo tiempo, se instaló el software en el momento de la entrega y se instruyó in situ al personal empleando las propias piezas de la empresa Rhyn. Así, los operadores ganan en seguridad desde el principio en sus piezas de trabajo y en caso de piezas recurrentes pueden emplear de nuevo los programas de los cursos de formación. Especiales elogios recibe la asistencia de m&h, donde hay un buen asesoramiento telefónico que evita intervenciones del servicio técnico innecesarias y costosas.Con NC Gage puede medirse ahora también en controles FANUC de un modo más universal que antes. Además de la medición durante el ajuste, se comprueban también ángulos, se controlan medidas con precisión, se miden formas internas y mucho más. Las formas cónicas ya no suponen un problema.
„Antes durante la lectura de los calibres siempre se producían errores“, admite Stefan Fiechter. „A menudo la pieza se tenía que aflojar y medir externamente“. Este laborioso proceso solo se podía realizar en pocas ocasiones. Al volver a sujetar la pieza era difícil encontrar de nuevo la posición y el punto cero. „Ahora medimos como mínimo un 40% más rápido y hoy medimos mucho más que antes.“ Además, los resultados son siempre fiables, lo que no siempre sucedía antes. Los cálculos complejos de senos y tangentes ya están obsoletos, como los instrumentos de medición manuales o los calibres especiales. La posibilidad de cometer errores está claramente limitada.
Hemos ganado tiempo y seguridad
„Hemos ganado tiempo y seguridad“, confirma Stefan Fiechter. „Podemos protocolizar lo que se ha hecho y estar seguros de que es correcto“. Consultado sobre los aspectos financieros, se muestra primero reservado, para después añadir: „La relación preciorendi-miento es correcta y no dudaríamos en realizar de nuevo la inversión. Con solo salvar una pieza de trabajo, el sistema puede darse por amortizado“.
Las nuevas posibilidades han conducido a procesos modificados y optimizados en la empresa Rhyn. Ahora se rectifican con precisión primero los troqueles de una máquina estampadora y se miden brevemente en la máquina de rectificado por coordenadas. Así es fácil adaptar las matrices correspondientes a las medidas precisas del troquel y suministrar herramientas precisas. Stefan Fiechter añade sonriente: „El sistema realmente merece la pena“. Y su jefe Hans Rhyn lo confirma asintiendo con la cabeza. El rectificado fino, rentable y Swiss Made es una realidad con la asistencia de las sondas de contacto y el software de m&h.