Probing deep inside
Arburg - Germany
Contact us
Previously, contours deep inside workpieces could only be measured with special gauges. The modular 20.41 probe from m&h enables precision measuring to microns at almost any depth. ARBURG highly appreciate the production reliability brought by this probe.
For over 50 years, ARBURG has been a renowned name with a particularly good reputation amongst injection moulding machine manufacturers. About 1,700 employees working in Loßburg in the Black Forest, near Freudenstadt, are responsible for the company’s economic success in the global market.
At this location, they manufacture using state-of-the-art machinery and a great deal of in-house know-how.
 Fitting accuracy and best possible surfaces are the main criteria workpieces at ARBURG must meet. This is why many hydraulic cylinders and guideways are roller-burnished after bores have been machined. Large pressure cylinders have bores up to 500mm diameter to a depth up to 1,000mm. This is a huge amount of work for the tool producing the bore. Often the indexable insert chips before it reaches the bottom of the bore so the diameter is not completely bored to the correct dimensions. This then creates dangers for the expensive tool following it. For this reason, they check whether the bore is actually completely finished to nominal size after each boring operation. “Our working sequence comprises rough machining, finishing, measuring and roller-burnishing”, reports Stefan Seeger, the group leader responsible for the machining centres at ARBURG. This takes a few minutes. However, it saves expensive tools, prevents rejects and ensures a reliable production process.
Fitting accuracy and best possible surfaces are the main criteria workpieces at ARBURG must meet. This is why many hydraulic cylinders and guideways are roller-burnished after bores have been machined. Large pressure cylinders have bores up to 500mm diameter to a depth up to 1,000mm. This is a huge amount of work for the tool producing the bore. Often the indexable insert chips before it reaches the bottom of the bore so the diameter is not completely bored to the correct dimensions. This then creates dangers for the expensive tool following it. For this reason, they check whether the bore is actually completely finished to nominal size after each boring operation. “Our working sequence comprises rough machining, finishing, measuring and roller-burnishing”, reports Stefan Seeger, the group leader responsible for the machining centres at ARBURG. This takes a few minutes. However, it saves expensive tools, prevents rejects and ensures a reliable production process.
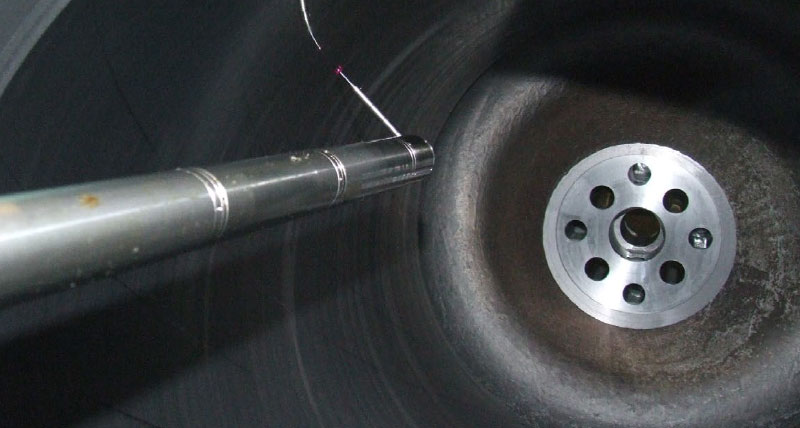
The modular m&h 20.41 touch probe has a screwed-in micro probe in its body instead of the usual measuring mechanism. This can be removed allowing extensions to be attached in any combination. The micro measuring mechanism is then screwed into the end of these extensions. This way measuring rods of almost any length can be generated, ARBURG use a length of 500mm. Through calibration at the beginning of batch manufacture, the required accuracy to maintain and measure a boring tolerance of only 10μm deep inside a bore is easily achieved. Because of the close tolerances of their workpieces, ARBURG also compensate after changing the rotational direction of the spindle.
The standard extensions of the m&h 20.41 touch probe have an outside diameter of only 25mm and are made of stainless steel. They are available with lengths of 30, 50, 100 and 200mm. In addition to the screw thread, they are equipped with exterior planar supports giving the measuring rod high stability and straightness when screwed together. Inside the extensions are cables transmitting the signals from the measuring mechanism through gold-plated contacts at the end of each extension. “Despite our very special requirements it has been important for us to be able to achieve a solution using standard elements, which means considerably lower costs compared to specialist solutions and easy procurement of spare parts if required“, tells Siegfried Finkbeiner, head of production at ARBURG.
Despite our very special requirements it has been important for us to be able to achieve a solution using standard elements, which means considerably lower costs compared to specialist solutions and easy procurement of spare parts if required,
The measuring signals are transmitted to the control at ARBURG by radio-wave transmission. Tried and tested in the past, m&h use radio technology in the 433-MHz band – an industrial radio band proven over time in workshops around the world to be interference-proof and reliable. While ever it is switched on, the m&h radio receiver checks all 64 channels for other radio signals at the same frequency and gives a signal when significant interference signals are detected. Corrupted channels are blocked for communication in order to prevent production failures. When probing additional geometries, another m&h touch probe is used on the same machine in “normal“ configuration.
No problems arise despite both probes using the same radio channel. m&h probes are switched on and off mechanically, which means they are only on when in the spindle and off when in the tool magazine to save battery power. In the past, we were rather sceptical about radio technology”, Stefan Seeger tells. “Today, I am a fan of it“.
It was the high performance reliability that persuaded ARBURG to use m&h radio-wave touch probes on large WFL turn/mill centres too. The clear radio architecture, with unequivocal allocation of radio channels to each machine, allows the operating of several machines within the immediate vicinity without interference or even interruption of manu- facture. Additionally, there are radio-controlled cranes in the manufacturing shops at ARBURG. Thanks to this technology, no interference or disturbance occurred. “We are not completely dissatisfied” Siegfried Finkbeiner emphasizes with a smile and with typical Swabian understatement. After all, it is a great deal of praise in Swabia “not having to say something negative”.
