Misura per contatto In profondita
Arburg Gmbh + Co Kg, Lossburg, Germania
Contattateci
In passato, le superfici in profondità all’interno dei pezzi potevano essere misurate solo con calibri speciali. Il tastatore modulare 20.41 di m&h consente una misurazione con precisione micrometrica pressoché a qualsiasi profondità. Alla ARBURG apprezzano molto l’affidabilità produttiva portata da questo tastatore.
Da oltre 50 anni, ARBURG è un nome affermato con una reputazione particolarmente buona tra i costruttori di macchine per stampaggio ad iniezione. Circa 1.700 dipendenti che lavorano a Loßburg nella Foresta Nera, vicino a Freudenstadt, sono responsabili del successo economico dell’azienda sul mercato
globale. In questa sede si produce utilizzando macchine di ultima generazione ed un notevole patrimonio di knowhow interno all’azienda.
 Precisione di accoppiamento e le migliori superfici possibili sono i principali criteri che i pezzi devono soddisfare alla ARBURG. Ecco perché molti cilindri idraulici e guide sono lucidati a rullo dopo che gli alesaggi sono state lavorati. Grandi cilindri a pressione hanno alesaggi con un diametro massimo di 500 mm fino ad una profondità di 1.000mm. Questa è una grande quantità di lavoro per l’utensile che esegue l’alesaggio. Spesso l’inserto regolabile si scheggia prima di raggiungere il fondo dell’alesaggio e pertanto il diametro non è completamente alesato secondo le dimensioni corrette. Questo crea dunque dei rischi per il costoso utensile successivo. Per questo motivo si controlla se l’alesaggio è davvero completamente finito secondo la misura nominale dopo ciascuna alesatura. “La nostra sequenza di lavoro comprende la sgrossatura, la finitura, la misura e la lucidatura a rullo”, riferisce Stefan Seeger, il capogruppo responsabile dei centri di lavoro a ARBURG. Questo richiede pochi minuti. Tuttavia, fa risparmiare utensili costosi, evita i pezzi di scarto ed assicura un processo produttivo affidabile.
Precisione di accoppiamento e le migliori superfici possibili sono i principali criteri che i pezzi devono soddisfare alla ARBURG. Ecco perché molti cilindri idraulici e guide sono lucidati a rullo dopo che gli alesaggi sono state lavorati. Grandi cilindri a pressione hanno alesaggi con un diametro massimo di 500 mm fino ad una profondità di 1.000mm. Questa è una grande quantità di lavoro per l’utensile che esegue l’alesaggio. Spesso l’inserto regolabile si scheggia prima di raggiungere il fondo dell’alesaggio e pertanto il diametro non è completamente alesato secondo le dimensioni corrette. Questo crea dunque dei rischi per il costoso utensile successivo. Per questo motivo si controlla se l’alesaggio è davvero completamente finito secondo la misura nominale dopo ciascuna alesatura. “La nostra sequenza di lavoro comprende la sgrossatura, la finitura, la misura e la lucidatura a rullo”, riferisce Stefan Seeger, il capogruppo responsabile dei centri di lavoro a ARBURG. Questo richiede pochi minuti. Tuttavia, fa risparmiare utensili costosi, evita i pezzi di scarto ed assicura un processo produttivo affidabile.
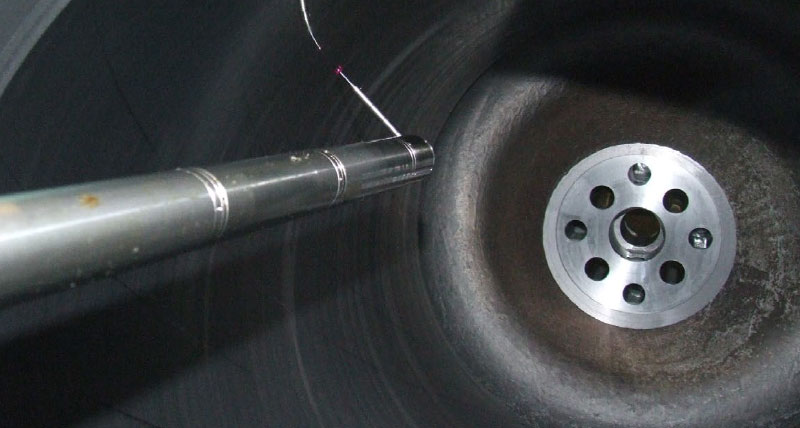
Il tastatore modulare m&h 20.41ha un micro-tastatore avvitato nel corpo al posto del consueto strumento di misura. Esso può essere rimosso consentendo l’innesto di prolunghe secondo qualsiasi combinazione. Il microdispositivo di misura viene quindi avvitato nella parte terminale di queste prolunghe. In questo modo si possono generare aste di misura di quasi ogni lunghezza, ARBURG utilizza una lunghezza di 500mm. Attraverso la calibrazione all’inizio della produzione di un lotto, si ottiene facilmente la precisione richiesta per mantenere e misurare una tolleranza di alesatura di appena 10μm in profondità all’interno di un alesaggio. A seguito delle strette tolleranze dei loro pezzi, alla ARBURG eseguono delle compensazioni prima di cambiare la direzione di rotazione del mandrino
Le prolunghe standard del tastatore m&h 20.41 hanno un diametro esterno di soli 25mm e sono fatte di acciaio inossidabile. Sono disponibili con lunghezze di 30, 50, 100 e 200mm. Sono dotate, oltre che della filettatura, di supporti planari esterni che conferiscono all’asta di misura grande stabilità e rettilineità quando sono avvitati insieme. All’interno delle prolunghe vi sono dei cavi che trasmettono i segnali dallo strumento di misura, attraverso dei contatti rivestiti in oro, alla parte terminale di ciascuna prolunga. “A dispetto delle nostre necessità molto speciali, è stato molto importante per noi essere in grado di ottenere una soluzione che utilizza elementi standard, il che significa costi molto più bassi rispetto a soluzioni speciali e facile approv- vigionamento di parti di ricambio, se richiesto“, afferma Siegfried Finkbeiner, responsabile della produzione alla ARBURG.
A dispetto delle nostre necessità molto speciali, è stato molto importante per noi essere in grado di ottenere una soluzione che utilizza elementi standard, il che significa costi molto più bassi rispetto a soluzioni speciali e facile approvvigionamento di parti di ricambio, se richiesto,
Alla ARBURG i segnali di misura sono trasmessi al controllo attraverso la trasmissione ad onde radio. Provata e testata in passato, m&h utilizza la tecnologia radio nella banda 433-MHz – una banda radio industriale, ampiamente provata nel tempo nelle officine in tutto il mondo, che ha dimostrato di essere esente da interferenze ed affidabile. Ogni qualvolta è acceso, il ricevitore radio m&h controlla tutti e 64 i canali per altri segnali radio alla stessa frequenza ed emette un segnale quando vengono rilevati significativi segnali di interferenza. La comunicazione dei canali disturbati viene interrotta per evitare errori di produzione. Quando si misurano per contatto geometrie aggiuntive, si utilizza un altro tastatore m&h sulla stessa macchina in configurazione “normale“. Non sorge alcun problema, anche se entrambi i tastatori utilizzano lo stesso canale radio
I tastatori m&h sono accesi e spenti meccanicamente, il che significa che sono accesi quando si trovano nel mandrino e spenti quando sono nel magazzino utensili per risparmiare la potenza della batteria. In passato, eravamo piuttosto scettici sulla tecnologia radio”, afferma Stefan Seeger. “oggi sono un suo fan“.
E’ stata la grande affidabilità di prestazioni che ha convinto ARBURG ad utilizzare i tastatori a onde radio di m&h anche sui grandi centri di tornitura/fresatura WFL. La chiara architettura radio, con l’assegnazione inequivocabile di canali radio a ciascuna macchina, consente il funzionamento di molte macchine nell’immediata vicinanza senza interferire o addirittura interrompere la produzione. Inoltre, ci sono gru radiocontrollate nelle officine di ARBURG. Grazie a questa tecnologia, non si sono verificati interferenze o disturbi. “Non siamo completamente insoddisfatti” enfatizza Siegfried Finkbeiner con un sorriso e con il tipico “basso profilo” svevo. Dopotutto, è un grande complimento in Svevia “non avere da dire niente di negativo”.
