Resource-saving operation of ultra-high-accuracy coordinate measuring machines
By Svenja Schadek, Sales Support and Business Development Manager, Hexagon’s Manufacturing Intelligence division

Engineering Reality 2024 volume 1
Accelerate Smart Manufacturing
Manufacturers are under growing pressure to embrace sustainable practices and technologies that reduce their carbon footprint and energy consumption. Ultra-high accuracy coordinate measuring machines can now contribute by automatically stopping the flow of compressed air during idle periods, reducing energy usage and carbon emissions.
A key challenge for manufacturers today is that their operations must become more sustainable. Nearly every industry faces increased pressure to reduce its energy consumption and carbon footprint. Focusing solely on improving product quality and competitiveness without consideration of environmental impacts is no longer an option. At the same time, in highly competitive markets, with supply chains wrestling with stubbornly high inflation, saving on energy costs has become even more critical.
In the field of metrology, there is high manufacturer demand for technologies that help them produce higher-quality outputs while running more efficiently and productively.
Several established solutions already support efforts to reduce energy-related costs. On coordinate measuring machines (CMMs), these include automatically powering down the CMM when it stands idle while keeping it ready to operate. Another solution is to stop the flow of compressed air to the air bearings of the CMM during a period of machine inactivity.
Ultra-high measurement accuracy with improved power consumption
Although these practices are quite familiar in CMMs with standard measurement capabilities, until now, they have not been implemented in Hexagon’s most accurate, low sub-micron accuracy machines.
This changed with the recent release of the latest generation of an ultra-high accuracy range of CMMs. Not only are machines in this series capable of low sub-micron measurement accuracy, but they are also now equipped with an energy-saving mode (called Eco Mode+) to help reduce energy consumption.

Figure 1. The ultra-high accuracy CMMs use air bearings on the moving axes to ensure fast, repeatable positioning.
This standard feature stops the flow of air supplied to the air bearings of the CMM after a period of machine inactivity. Because the energy consumption of a coordinate measuring machine is driven mainly by the supply of compressed air needed for a smooth run of the axis driving systems, this capability can significantly reduce energy use.
Specifically, it can reduce compressed air consumption by up to 100 percent when the CMM is idle, significantly reducing operating costs while contributing to more sustainable manufacturing. Total energy savings will depend on the usual operating mode of a CMM.
No workflow interruption
To ensure usability and therefore the maximum energy-saving potential, the following aspects need to be considered:

Figure 2. The air bearings (orange) glide smoothly on the guideways (green) and ensure wear- and maintenance-free operation.
- The time until the saving mode sets in must align with the specific work environment; operators need to be able to set this time to their requirements
- Reactivation of the CMM should occur automatically — either with the start of a measurement routine or when the machine is moved manually. This should not require a second thought, and the CMM must immediately be ready to operate with full functionality
This particular series of CMMs is chosen by manufacturers looking for the highest accuracy and low measurement uncertainty. They expect reliable and reproducible results every time.
This necessitated careful design, engineering and much testing to ensure the new feature did not compromise machine performance in any way — especially in terms of accuracy and reliability. Innovations included specific valves to shut down the compressed air and the development of an automatic firmware feature
Cost saving
The cost savings that operators can expect depend on two main aspects:
- The idle time of the CMM — meaning how long it is active but not in use
- Local energy costs.
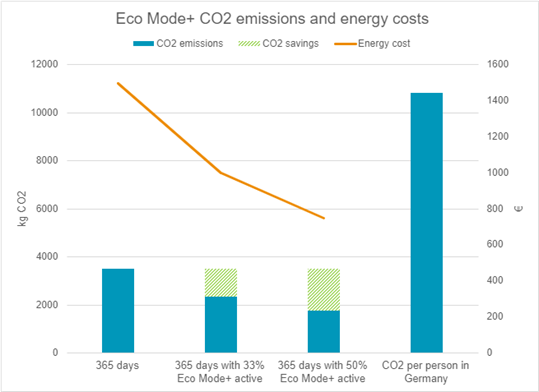
Assuming that a standard ultra-high accuracy CMM consumes 125 Nl/min and a standard compressor requires 0.11 kWh/Nm³ — at a price of 0.21 euro per kWh — costs of about 4.10 euro per day arise. And if we also assume the CMM is always active, which is not unusual for ultra-high accuracy CMMs, this leads to energy costs of about 1500 euro per year.
The energy-saving mode reduces air consumption to 0 Nl/min. If this is active one-third of the time, which can include nights and weekends, it can lead to savings of about 500 euro per CMM per year
Using the emission factor given by the German Environment Agency (Umweltbundesamt — UBA) for 2021, when Eco Mode+ is active 30 percent over a year, a manufacturer’s carbon footprint would decrease by 1200 kilogram CO2 e — comparable to about 10 percent of Germany’s average CO2 per capita.
Saving air saves energy and reduces operating costs while helping contribute to a more sustainable manufacturing future.