Non-contact measurement of synchro rings and shift collars
HTA Solution for Measurement of High-Performance Gearbox Components
Automotive gearbox technology made a significant step forward with the introduction of the “synchromesh gearbox” developed by Earl Thompson in the United States in 1928. The name synchromesh describes the function of synchronising the gears before meshing to enable a quiet, efficient and easy to use gear change.
The next generation gearbox was the double-clutch automatic gearbox that was first used in motorsport in the early 1980s. With this innovation, gear change time came down to less than 40 milliseconds and torque capacity rose to more than 900 Newton metres. By this point synchronisation had become crucial to the function of the gearbox.
Along with the gears themselves, the key components of a synchromesh gearbox are the so-called “synchro rings”. Synchro rings have two main functions: synchronising the speed of the gears and preventing a gear change before the gears are synchronised. The functional features of a synchro ring are the teeth, which transmit the power when the gears are out of mesh, and the tooth ends, which prevent meshing when the gears are not synchronised. The tooth form appears to be very simple, however the flanks are involute and taper towards the middle and the tooth tips are pointed at both ends.
When it comes to modern gearboxes, it goes without saying that the highly accurate production of these features are of critical importance for achieving required gearbox performance.
Such developments in gearbox technology were accompanied by improvements in tactile metrology, and with the introduction of Hexagon Manufacturing Intelligence’s range of interferometric optical sensors, a step change in the world of metrology has taken place.
While tactile inspection of functional features is a mature technology, the size, geometry, accessibility and number of features on each part have a negative impact on cycle times, making tactile a suitable solution for sample inspection but not for production control. In order to gain better control of the production process, measuring cycle time has to be optimised to fit production cycle time. High-precision measurement isn’t typically associated with speed, but by switching to a combined tactile and optical measurement method, cycle time can be reduced to make production control viable.
Hexagon’s HP-O Hybrid optical sensor allows for instantaneous changing between tactile and optical measurement within a single programme. Using an interferometric distance sensor with a resolution of 0.003 microns and a Ø0.011 mm spot, the HP-O Hybrid is suitable for shiny surface measurements and while being unaffected by changes in ambient light conditions. Such features make it the perfect tool for the capture of high-density data within a real production environment.
Taking full advantage of the benefits the HP-O Hybrid sensor has to offer requires the use of a coordinate measuring machine (CMM) with suitable accuracy and dynamics, as well as four-axis capability. The optical sensor operates under three different modes: single-point, continuous scanning or spin-scan, for the capture of rotationally-symmetrical features.
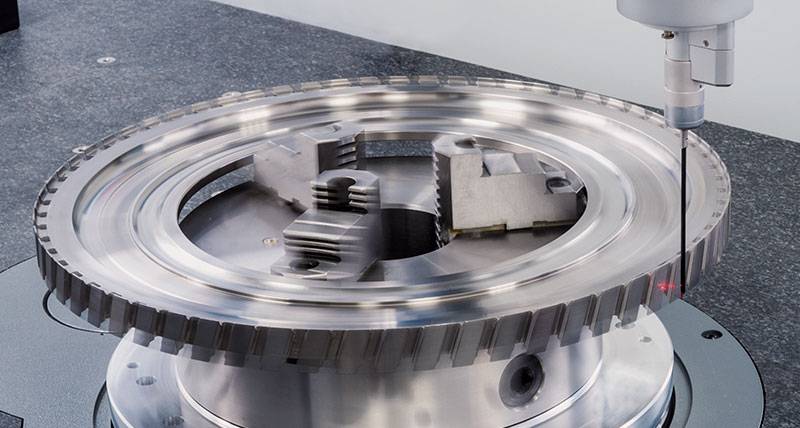
Using the sensor-specific spin-scan mode, the part is rotated at speed while the sensor remains stationary. Only surface points within the focus range of the sensor are captured, representing a key advantage compared to alternative tactile solutions. This process allowed for the quick and easy programming and capture of part features, minimising cycle times.
The part is aligned using a tactile sensor. The tooth tips, which prevent meshing when the gears are not synchronised, can be captured optically in a few seconds by spinning the part through one complete revolution. The tooth profile and flank, as well as the other geometric features, can be measured either optically or through tactile measurement with variable high-speed scanning (VHSS).
By combining a Leitz Reference 4-axis CMM and HP-O Hybrid sensor with the spin-scan and VHSS technologies and QUINDOS metrology software, Hexagon delivers a high throughput and accuracy (HTA) solution that can reduce cycle times by as much as 40%. Such a reduction opens the door to real in-line metrology that does the hard work of keeping in-time with production, working alongside fully-automated pallet storage and robotic loading systems to feed measurement data back to the manufacturing process as fast as it’s collected