Non-contact measurement of cams and cam segments
HTA solution for measurement of high-performance engine components
Contact us
The use of variable valve timing (VVT) technology for increasing power and reducing emissions in internal combustion engines has brought with it a step-change in cam manufacturing. Traditional one-piece camshafts, which have been in service since the earliest internal combustion engine designs, have been superseded by shaft and segment assemblies. The positioning of the cam segments relative to each other, as well as the relationship between the functional features on each segment, is critical for the function and effi ciency of the engine. Precision measurement is imperative, but manufacturers must find the right metrology equipment to achieve the required positioning accuracy without negatively impacting their production cycle time.
Cam segments are made up of several complex and differing functional features, which are related to each other by the very tight tolerances required to create an operational unit. The valve lift is controlled by the cam profile. The cam change is controlled by a precision slot and the segment is located on the shaft by a spline. Tactile inspection of one-piece camshafts is a mature method and can be translated into a solution for measuring segments. However, with up to six segments per shaft, measurement cycle time is an important factor for throughput. Due to the size and geometry of the individual functional features, a separate tool is required for each. The limitation on throughput is therefore not the measurement itself, but the number of tool changes.
In order to control the production process, the measuring cycle time has to be optimised to fit the production cycle time. High-precision measurement isn’t typically associated with speed. However, by switching to a combined tactile and optical measurement method, cycle time can be reduced to make production control viable.
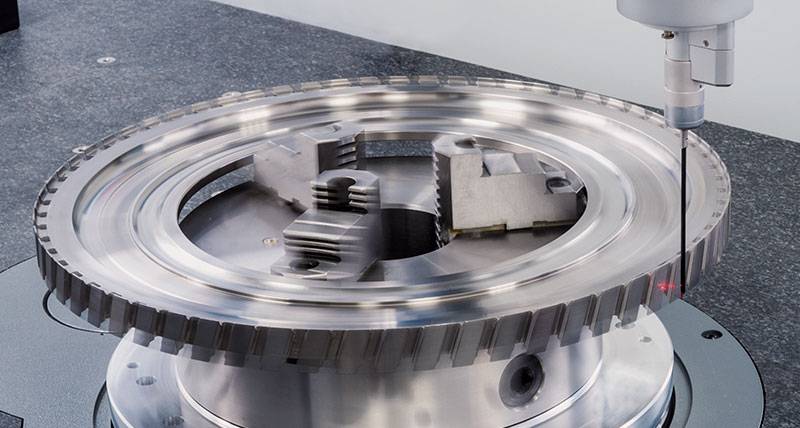
Hexagon Manufacturing Intelligence’s HP-O Hybrid optical sensor offers a solution that allows instant switches from tactile to optical measurement within the measuring program. An interferometric distance sensor with a resolution of 0.003 microns and a Ø0.011mm spot, the HP-O Hybrid can measure shiny surfaces and is insensitive to changes in ambient light, making it ideal for capturing high-density data in a production environment.
To fully utilise the potential of the HP-O Hybrid sensor, a coordinate measuring machine (CMM) with appropriate accuracy, dynamics and 4-axis capability is required. The optical sensor can be used in single-point mode, continuous scanning mode or the sensor-specifi c, ‘spin-scan’ mode for capturing rotationally-symmetrical features. In spin-scan mode, the sensor remains stationary and the part is rotated at speed. Only the surface points inside the focus range of the sensor are captured – a key advantage compared to the tactile solution. Part features can be programmed and captured quickly and easily, minimising the cycle time.
In continuous scanning mode, the CMM parameters are automatically adjusted for the surface being measured. Variable high-speed scanning (VHSS) is used to continuously modify the scanning speed in all four axes simultaneously. The machine slows down when it encounters a small radius of curvature and speeds up if the radius of curvature increases. The programmer defines the path to be measured and the CMM captures the points as fast as possible.
The internal spline, which locates the cam segment on the shaft, is the datum feature for the part. The complete spline profile can be captured optically in a few seconds by spinning the part through one complete revolution. Cam profiles are captured optically using VHSS, while the actuation slot is measured using a tactile sensor as the sides of the slot cannot be accessed by the optical sensor.
Developments in cam manufacturing technology have helped drive development in the associated metrology. By combining a Leitz Reference 4-axis CMM, HP-O Hybrid sensor, spin-scan and VHSS technologies with QUINDOS metrology software, Hexagon has created a high throughput and accuracy (HTA) solution capable of reducing cycle times by 40%. This opens the door to in-line metrology that keeps in-time with production, utilising fully-automated pallet storage and robotic loading systems to enable timely feedback to the manufacturing process.Stroke error chart for each individual cam