Clear plus for accuracy and productivity
M. Jürgensen Gmbh & Co Kg, Sörup - Germany
Contact us
Measurement and calibration in the production process not only increase safety, but also allow the operator to maintain tight tolerances, avoid rework and reduce overall production time. Through individual cycle programming for Doosan lathes, Hexagon Manufacturing Intelligence has helped to raise production at a leading manufacturer of cylinder liners to a whole new level for medium-speed four-stroke engine.
The company M. Jürgensen, located in Sörup in Schleswig-Holstein, Germany, is known as a global market leader in the manufacture of high-quality cylinder liners for large, medium-speed engines, used primarily for marine engines, locomotives or power barges, floating power plants and other applications. The engines are operated using diesel, gas or dual fuel.
As a preferred supplier to the large engine sector, M. Jürgensen faces strong international competition, which the family firm can only overcome by delivering consistently high quality and proven durable products.
An important factor in M. Jürgensen’s success is the fact that the cylinder liners are manufactured completely in-house from cast iron. This allows the company to determine quality right from the start, using its own specialist machinery even in the centrifugal casting process. The precisely planned production stages from premachining and annealing to finishing demand continuous control of the required geometries. Feedback in the form of a mandatory final inspection and generation of measuring logs on the measuring machine following the finishing process proved to be too late in the manufacturing process, as this often resulted in rework and rejects. The customers expect the cylinder liners to maintain tight tolerances, so changes in the manufacturing process were therefore necessary.

Frequent measuring provides process reliability
The tight tolerances required are difficult to maintain on the company’s large workpieces, due to the materials used and a bore diameter of up to 640 millimetres. In order to ensure the necessary process stability, measurements must be taken frequently between the machining steps, which means extra downtime. Manual measuring often lead to measurement deviations and uncertainties due to the individual approach of the respective operator. This frequently required multiple measurements and rework, which reduced the time available for the production of new orders.
The experienced machinists at M. Jürgensen had a wide variety of specialist measuring devices at their disposal, but these were always used manually. Any reclamping that was required also created further uncertainties. These time-consuming, manual processes needed to be replaced by touch probes and automatic measuring on the machine. With this in mind, M. Jürgensen took a closer look at three touch probe manufacturers and checked their suitability to meet their requirement for high manufacturing accuracy.
Standard touch probes instead of specialist measuring devices
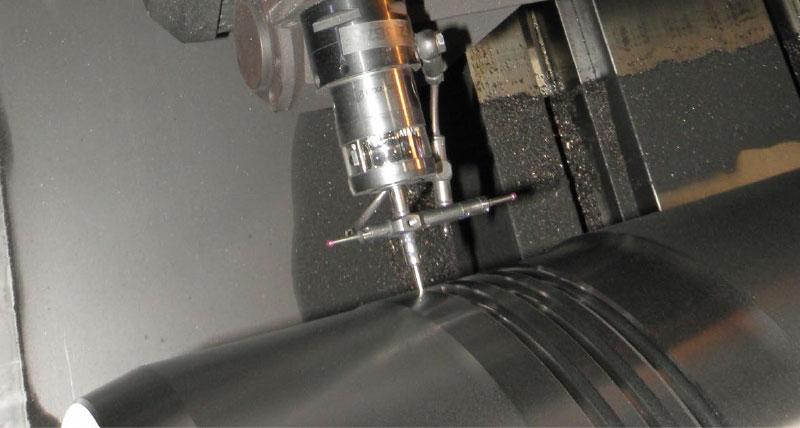
M. Jürgensen performs dry machining, which exposes the touch probes to a permanent bombardment of dirt and shavings. Probes are subject to rough treatment on lathe turrets. At each tool change and with all travel commands, tools including the touch probes move joltingly and quickly.
After a thorough examination, the company decided to use the m&h probe systems from Hexagon.
The decisive factor was the total package of robustness, service support, price and the significantly higher repeatability compared with the two competitors. M. Jürgensen have now replaced a number of previously required measuring devices with the future-proof and universal standard touch probes.
The application engineers and software specialists at Hexagon have worked closely with M. Jürgensen to develop special Doosan lathes measuring cycles and data formats. This allows M. Jürgensen to read each measuring result directly from the machines and to monitor and document every characteristic in the manufacturing process, even in an ongoing series.
Automatic measuring saves a lot of time
Additional software components were developed in close co-operation, to specify all the process steps and geometries required by M. Jürgensen, as well as enable the ability to document and statistically evaluate the measurement results. This also included the installation of a so-called “high-speed skip” in order to accelerate signal transmission from the m&h infrared touch probes to the FANUC machine control on the Doosan lathes. The m&h touch probes have been adapted so they can travel at very high speeds without triggering false signals, for example due to inertia during turret acceleration or movements.
It was also important that the Hexagon m&h probe could be switched on and off at defined moments in order to prevent unintended machine downtimes. Because the M. Jürgensen cylinder liners are generally very large, the traversing speed of the probe was also an important factor, as was the actual measuring speed. The setting options
for the m&h touch probes enabled the processing time to be optimised. All this resulted in considerable time savings and significantly higher machine productivity.

Documentation and statistics enable immediate countermeasures
Many parameters influence the manufacturing process and reveal themselves as deviations in the machining results. The applications engineers at Hexagon offered their wealth of experience to propose appropriate solutions. For example, an m&h calibration sphere was inserted in the lathe to recalibrate the probe before taking critical measurements and to compensate for the current temperature effect on the machine.
M. Jürgensen’s leading position in the market is based, among other things, on the workpiece geometries moving within very narrow and consistent tolerances (despite their size). The trend of measured values over time can now be called up and evaluated on each machine during production. The aim was to perform a safe tool correction based on the values measured on the machine. As soon as a critical value outside the tolerance is reached, the machine automatically performs a correction based on the measuring results to bring the tool back within the defined limits. When these limits are exceeded, the operators can see immediately where deviations occur. They can then react and target specific countermeasures immediately. This could be via a simple tool correction at the control or by changing the tools. The subsequent workpiece or geometry will then be safely within the tolerance. This ensures continuous process confidence and avoids rework or rejects. In addition, a fully documented production history for each workpiece can be viewed and stored at any time.
It is no wonder that the managing director of M. Jürgensen responsible for production, Ingo de Boer, proudly declares that this system is worth its weight in gold. His employees have provided excellent work in collaboration with Hexagon. “Our rework has been reduced considerably”, says de Boer. “That alone is an enormous time saving. The machine downtimes in these processes have been reduced by more than a third. This has allowed us to increase our capacity with little additional investment. Our setup rejects have been eliminated. And these are just a few of the effects that have been achieved.”
In the meantime, several machines have been equipped with m&h touch probes and software from Hexagon. With this investment in time and production equipment, Ingo de Boer confirms that higher quality is not his only weapon against international competition. He also speaks of the greater flexibility and faster responsiveness within the company. He sees his team as extremely well-equipped for the future where high levels of accuracy are concerned. Our question regarding the payback period of the investment made at M. Jürgensen is only answered with a satisfied smile.
Our rework has been reduced considerably, That alone is an enormous time saving.
