Non-parametric design from VISI benefits Brandauer’s 150-billion annual products
Brandauer - UK
Contact us
VISI mould and die software overcomes design issues for a 156-year-old precision stamping company, enabling them to ship around 150-billion individual products a year.
With a strapline of “From Pens to Particle Physics,” Brandauer was established in 1862, originally producing pen nibs. It has now grown to be one of Europe’s largest contract presswork and stamping companies, manufacturing high precision metal components – mainly electrical connectors for automotive, medical, environmental, telecoms and micro-connector customers around the world.
Operating with around 70 employees out of a 45,000 square foot facility in Birmingham, most of their end products are stamped from a range of advanced materials including phosphor bronze, high carbon steels, stainless steel, copper, brass and aluminium. The press tools themselves are machined predominantly from D2 hardened tool steel with carbide inserts.
Manufacturing Director Stuart Berry says they needed integrated CAD/CAM software to fully support their CNC machine tools, which are capable of cutting within +/- 1-micron tolerances. They turned to VISI after finding that traditional parametric CAD systems led to a number of inherent issues…in particular file size. “When we’re working on press tools with over 1,000 components, we design the parts to a micron, and even size-on-size. This means a fully-detailed model quickly becomes a huge chunk of data, and the computer can take between 30 and 40 minutes to open it.
“Another issue with parametric systems is that when we made a change to one area of the design it would affect other areas of the tool without us knowing. So very often we’d end up with a design we weren’t intending and didn’t want.
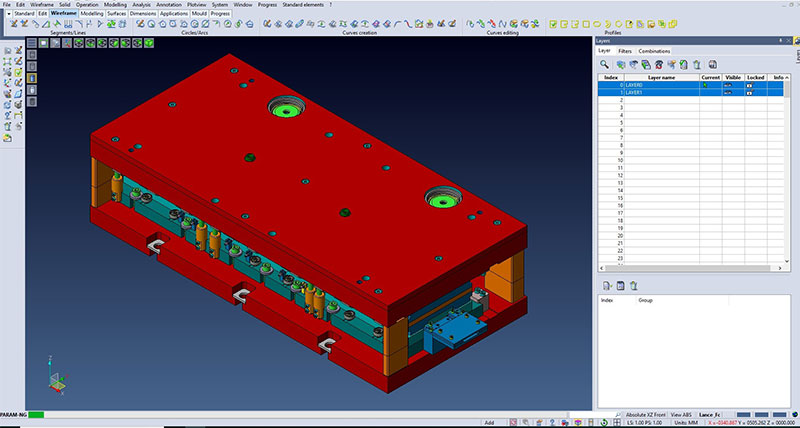
“But as the VISI Progress package isn’t parametric as such, there are no data issues. We can make design changes exactly as we wish without it affecting anything else in the tool. And it’s also a small file, so there’s no delay in opening it.” He says it is simple to design a full progression layout with VISI Progress’s built-in functionality, easily establishing where punches are to be sited, and where the guidance pillars need to go.
And he cites a number of design changes during the 12-month development of a lead frame for power steering systems as an indicator of how important that non-parametric aspect is. “We were manufacturing a high precision modular press tool to supply around 1.5-million components a year. Our design team used the original CAD data to create the tool in VISI Progress. This was a very quality-orientated product, so we needed to strictly adhere to all tolerances. The tool was constantly evolving, requiring a number of design changes. And certain parts had to be re-manufactured until we achieved the high precision, accurate tool that our customer had ordered.”
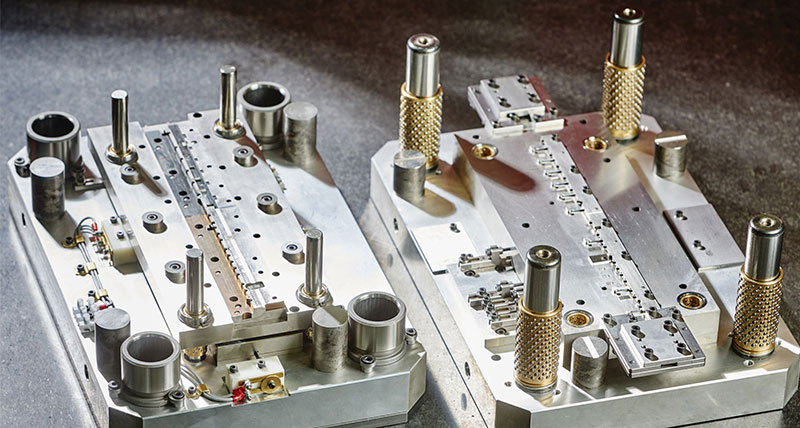 All the individual parts were produced in Brandauer’s machine shop on Agie Charmilles Wire EDM machines using VISI Peps-Wire, with 2D machining tool-paths for their Mikron millers programmed by VISI’s CAM package. Tool makers then built the tool to one-micron accuracy, and it was transferred to a Bruderer 51-tonne press with the capability of running at 1,200 strokes a minute. “We set the tool and carried out a full product review, and compared data from the first-off, back to the CAD models. Everything was perfect, so we began manufacturing.”
All the individual parts were produced in Brandauer’s machine shop on Agie Charmilles Wire EDM machines using VISI Peps-Wire, with 2D machining tool-paths for their Mikron millers programmed by VISI’s CAM package. Tool makers then built the tool to one-micron accuracy, and it was transferred to a Bruderer 51-tonne press with the capability of running at 1,200 strokes a minute. “We set the tool and carried out a full product review, and compared data from the first-off, back to the CAD models. Everything was perfect, so we began manufacturing.”
Other examples of their automotive work include the EloPin®, which is a push-fit solder-less contact, used most effectively with electronic systems found ‘under the bonnet.’ And thanks to its low electrical resistance it is particularly suitable for overmoulded hybrid parts. Brandauer components are also used in automatic dimming rear-view mirrors, airbag sensors and hydraulic braking systems, along with connectors for battery charging, satellite navigation systems and wiring loom connector blocks.
Medical products include surgical implants, components for scanners and cardiac pacemakers. Over the years they have also produced more than 2.5-billion nose clips for protective and surgical face masks.
Brandauer generally works with three tooling ranges, each with different lead times. “The Precision range is our highest spec, most accurate, tool with a lead time of between 16 and 22 weeks depending on the complexity of the product. Our Fixed Design tool can be produced within ten to 15 weeks, and the Modular Tool usually takes between 18 and 25 weeks…again, depending on how complex the end product is. VISI is key to manufacturing all three ranges. It’s a fundamental part of our day to day activities, from design to manufacture, ensuring that we offer improved lead-times whilst meeting all tolerances.”
As well as three seats of VISI Progress and two of VISI Peps-Wire, Brandauer has recently invested in Edgecam to handle its turning requirements. And the sales team use WorkXplore, a powerful CAD viewer and analyser, from the same stable as the CAD/CAM software. WorkXplore was created to efficiently import and analyse all file types and sizes at high speed, and Stuart Berry says it plays an important role in the design and manufacturing life cycle of their stamping tools.
“When we receive CAD data from a customer asking us to price a job, the sales department look at the file in WorkXplore, which means they can provide an accurate quote.”
Once the order is confirmed the designers start to analyse the product in VISI Progress, creating a strip layout. “Then we construct the tool using libraries which we’ve built up in the software, comprising parts from all leading suppliers of progressive die tooling components. They all comply with recognised global standards, to ensure we design the most accurate precision tool possible.”
With a strapline of “From Pens to Particle Physics,” Brandauer was established in 1862, originally producing pen nibs. It has now grown to be one of Europe’s largest contract presswork and stamping companies, manufacturing high precision metal components – mainly electrical connectors for automotive, medical, environmental, telecoms and micro-connector customers around the world.
Operating with around 70 employees out of a 45,000 square foot facility in Birmingham, most of their end products are stamped from a range of advanced materials including phosphor bronze, high carbon steels, stainless steel, copper, brass and aluminium. The press tools themselves are machined predominantly from D2 hardened tool steel with carbide inserts.
Manufacturing Director Stuart Berry says they needed integrated CAD/CAM software to fully support their CNC machine tools, which are capable of cutting within +/- 1-micron tolerances. They turned to VISI after finding that traditional parametric CAD systems led to a number of inherent issues…in particular file size. “When we’re working on press tools with over 1,000 components, we design the parts to a micron, and even size-on-size. This means a fully-detailed model quickly becomes a huge chunk of data, and the computer can take between 30 and 40 minutes to open it.
“Another issue with parametric systems is that when we made a change to one area of the design it would affect other areas of the tool without us knowing. So very often we’d end up with a design we weren’t intending and didn’t want.
“But as the VISI Progress package isn’t parametric as such, there are no data issues. We can make design changes exactly as we wish without it affecting anything else in the tool. And it’s also a small file, so there’s no delay in opening it.” He says it is simple to design a full progression layout with VISI Progress’s built-in functionality, easily establishing where punches are to be sited, and where the guidance pillars need to go.
And he cites a number of design changes during the 12-month development of a lead frame for power steering systems as an indicator of how important that non-parametric aspect is. “We were manufacturing a high precision modular press tool to supply around 1.5-million components a year. Our design team used the original CAD data to create the tool in VISI Progress. This was a very quality-orientated product, so we needed to strictly adhere to all tolerances. The tool was constantly evolving, requiring a number of design changes. And certain parts had to be re-manufactured until we achieved the high precision, accurate tool that our customer had ordered.”
All the individual parts were produced in Brandauer’s machine shop on Agie Charmilles Wire EDM machines using VISI Peps-Wire, with 2D machining tool-paths for their Mikron millers programmed by VISI’s CAM package. Tool makers then built the tool to one-micron accuracy, and it was transferred to a Bruderer 51-tonne press with the capability of running at 1,200 strokes a minute. “We set the tool and carried out a full product review, and compared data from the first-off, back to the CAD models. Everything was perfect, so we began manufacturing.”Other examples of their automotive work include the EloPin®, which is a push-fit solder-less contact, used most effectively with electronic systems found ‘under the bonnet.’ And thanks to its low electrical resistance it is particularly suitable for overmoulded hybrid parts. Brandauer components are also used in automatic dimming rear-view mirrors, airbag sensors and hydraulic braking systems, along with connectors for battery charging, satellite navigation systems and wiring loom connector blocks.
Medical products include surgical implants, components for scanners and cardiac pacemakers. Over the years they have also produced more than 2.5-billion nose clips for protective and surgical face masks.
Brandauer generally works with three tooling ranges, each with different lead times. “The Precision range is our highest spec, most accurate, tool with a lead time of between 16 and 22 weeks depending on the complexity of the product. Our Fixed Design tool can be produced within ten to 15 weeks, and the Modular Tool usually takes between 18 and 25 weeks…again, depending on how complex the end product is. VISI is key to manufacturing all three ranges. It’s a fundamental part of our day to day activities, from design to manufacture, ensuring that we offer improved lead-times whilst meeting all tolerances.”
As well as three seats of VISI Progress and two of VISI Peps-Wire, Brandauer has recently invested in Edgecam to handle its turning requirements. And the sales team use WorkXplore, a powerful CAD viewer and analyser, from the same stable as the CAD/CAM software. WorkXplore was created to efficiently import and analyse all file types and sizes at high speed, and Stuart Berry says it plays an important role in the design and manufacturing life cycle of their stamping tools.
“When we receive CAD data from a customer asking us to price a job, the sales department look at the file in WorkXplore, which means they can provide an accurate quote.”
Once the order is confirmed the designers start to analyse the product in VISI Progress, creating a strip layout. “Then we construct the tool using libraries which we’ve built up in the software, comprising parts from all leading suppliers of progressive die tooling components. They all comply with recognised global standards, to ensure we design the most accurate precision tool possible.”