5-axis pioneers thrive with VISI
Modulo Tre - Italy
Contact us
One of the early adopters to introduce simultaneous 5-axis machining into its region, chose the VISI integrated CAD/CAM system from Vero Software, to drive its CNC machine tools.
Modulo Tre, which was founded in 1995 by partners Alessandro Corà, Marco Dal Bianco and Gilberto Dal Pozzo, now has a large fleet of latest generation machines capable of producing workpieces up to 12000 mm (x), 1500 mm (y) and 3200 mm (z). Adopting 5-axis technology means they can machine a wide range of components such as hollow and grooved profiles, with deep and sloping holes, without material constraints. They typically work with stainless steel, light and super alloys.
 The decision to move to continuous 5-axis came around seven years ago, when they invested in a SORALUCE FP 12000, a floor type multi-purpose milling and boring centre. Alessandro Corà describes it as a "pioneering" choice which opened up new horizons, giving them inroads into the energy industry, producing hydroelectric, oil, gas and wind components, along with parts for automotive companies and, more recently, the aerospace sector. The complexity of orders has also increased, and today the company can carry out any customer-designed milling work.
The decision to move to continuous 5-axis came around seven years ago, when they invested in a SORALUCE FP 12000, a floor type multi-purpose milling and boring centre. Alessandro Corà describes it as a "pioneering" choice which opened up new horizons, giving them inroads into the energy industry, producing hydroelectric, oil, gas and wind components, along with parts for automotive companies and, more recently, the aerospace sector. The complexity of orders has also increased, and today the company can carry out any customer-designed milling work.
They also manufacture turbochargers for the hydroelectric industry and work in the moulding sector on both sheet metal deformation and thermoforming – in particular producing interior panels for the automotive sector. And they have now started to operate in the aeronautics field, creating flanges which are then assembled by a nearby company.
The 5-axis logic created the need for reliable and simple CAD/CAM integration, which led Modulo Tre – based at Schio, Northern Vicenza, in Italy – to introduce the VISI portfolio of 3D CAD Modelling, and 2D > 5-Axis Machining, interfaced with the Eureka kinematics simulator.
“Our primary requirement was having an integrated CAD and CAM system,” explains Alessandro Corà. “In the past, we had to leave the CAM environment to make any modifications or corrections and then reset it all. But with 5-axis machining this becomes very complex, so we decided to replace the previous software and introduce VISI, which is fast and intuitive, even on corrections and modifications that often have to be applied to the customer’s original CAD model for manufacturing purposes."
With VISI Modelling, small errors found in imported model surfaces can be automatically healed during stitching, avoiding the time-consuming process of constructing very small surfaces to close tolerance gaps. Where surfaces are corrupt or missing, VISI automatically produces edge curves that make it easy to create new surface data. To check tolerances, the old and new surface can be compared, and the maximum and minimum distances checked, as well as the curvature difference. The solid closure of a surface model eliminates any design problems that may arise, making it easier to remove or add holes, fittings and other modelling features. The ability to move from solid to superficial model and vice versa also gives maximum freedom in managing CAD modifications.
Another key requirement for Modulo Tre was having a reliable kinematic G-code simulator, to virtually walk through the machining process before sending to the machine, especially during unattended shifts. To satisfy this need, an application for interfacing VISI with Eureka has been developed, transferring all part and CNC machine models, tool parameters and toolpath data from VISI to the simulator. "For complex 5-axis machining, it's crucial to be able to drive almost with ‘your eyes closed,’ avoiding collisions and tool issues that could compromise the entire machining of the workpiece. Machines often work round-the-clock, so a simulator is indispensable for operations in unattended areas" says Alessandro Corà.
Among the most popular VISI functionality, according to Marco Dal Bianco, is the ability to automatically recognise manufacturing features such as holes and pockets, and to generate the appropriate toolpaths. He says that as VISI is an integrated system, machining individual plates can be accomplished automatically through feature recognition. “All holes are recognised automatically and the correct machining cycle applied. For complex machining, VISI allows us to handle high speed and 5-axis operations, as well as traditional milling.”
“And thanks to the feature recognition (Compass module), it’s also possible to associate hole recognition with custom drilling sequences such as centre, threading, boring, and pocketing. Once the tool set has been established with the correct feed, rotation and parameters, the system automatically shows the tool that best suits the drilling type and the corresponding optimised tool path. Apart from greatly accelerating the machining process, this automation is particularly useful in deep drilling – even up to 600 mm – and with intersecting holes, for example in automotive moulds with complex cooling.
“When an intersection is detected, the system automatically reduces the speed, eliminating the risks of possible puncture breaks which, at certain critical points, would be really disastrous. Vero Solutions engineers have provided us with all the support we need to pre-set the system and create proven custom cycles."
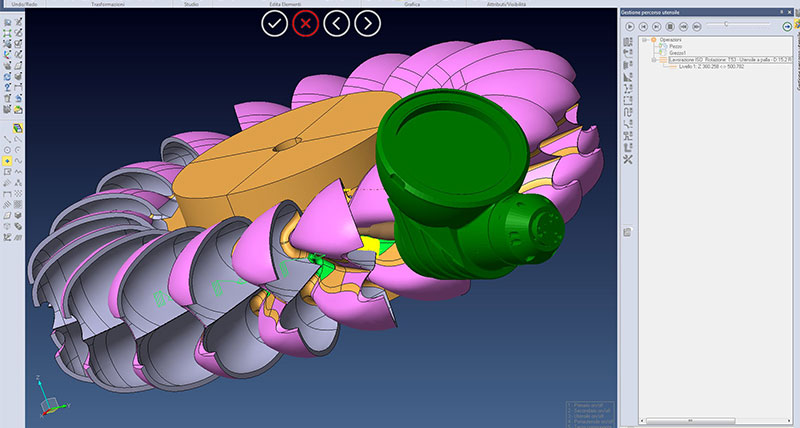
VISI also delivers a wide range of multi-axis machining strategies particularly suited for the development of turbine impellers, one of Modulo Tre’s main business areas.
Turbines are typically rough machined using traditional roughing or rough milling along a curve/guide. Milling with a guide curve allows a high chip rate to be maintained, optimum tool contact, and constant material removal. “This means a constant load for the spindle and all five moving axes. Particular care is also required in defining the finishing strategy due to remaining stock. The rest machining command will detect areas left by previous tools, so that they can be re-machined. For very fine details, this process can be repeated as many times as required to make it possible to successfully machine all part geometry.”
He says VISI also provides solutions for 5-axis blade machining. High surface quality, limited space and angular movement of the rotating axis make this a highly complex process. VISI creates each tool path with a regular distribution of movement coordinates. By sending CNC code with optimised point distribution to the machine tool, superfluous vibrations are drastically reduced, eliminating the need for alternative manufacturing processes due to the presence of thin walls.
Modulo Tre, which was founded in 1995 by partners Alessandro Corà, Marco Dal Bianco and Gilberto Dal Pozzo, now has a large fleet of latest generation machines capable of producing workpieces up to 12000 mm (x), 1500 mm (y) and 3200 mm (z). Adopting 5-axis technology means they can machine a wide range of components such as hollow and grooved profiles, with deep and sloping holes, without material constraints. They typically work with stainless steel, light and super alloys.
The decision to move to continuous 5-axis came around seven years ago, when they invested in a SORALUCE FP 12000, a floor type multi-purpose milling and boring centre. Alessandro Corà describes it as a "pioneering" choice which opened up new horizons, giving them inroads into the energy industry, producing hydroelectric, oil, gas and wind components, along with parts for automotive companies and, more recently, the aerospace sector. The complexity of orders has also increased, and today the company can carry out any customer-designed milling work.They also manufacture turbochargers for the hydroelectric industry and work in the moulding sector on both sheet metal deformation and thermoforming – in particular producing interior panels for the automotive sector. And they have now started to operate in the aeronautics field, creating flanges which are then assembled by a nearby company.
The 5-axis logic created the need for reliable and simple CAD/CAM integration, which led Modulo Tre – based at Schio, Northern Vicenza, in Italy – to introduce the VISI portfolio of 3D CAD Modelling, and 2D > 5-Axis Machining, interfaced with the Eureka kinematics simulator.
“Our primary requirement was having an integrated CAD and CAM system,” explains Alessandro Corà. “In the past, we had to leave the CAM environment to make any modifications or corrections and then reset it all. But with 5-axis machining this becomes very complex, so we decided to replace the previous software and introduce VISI, which is fast and intuitive, even on corrections and modifications that often have to be applied to the customer’s original CAD model for manufacturing purposes."
With VISI Modelling, small errors found in imported model surfaces can be automatically healed during stitching, avoiding the time-consuming process of constructing very small surfaces to close tolerance gaps. Where surfaces are corrupt or missing, VISI automatically produces edge curves that make it easy to create new surface data. To check tolerances, the old and new surface can be compared, and the maximum and minimum distances checked, as well as the curvature difference. The solid closure of a surface model eliminates any design problems that may arise, making it easier to remove or add holes, fittings and other modelling features. The ability to move from solid to superficial model and vice versa also gives maximum freedom in managing CAD modifications.
Another key requirement for Modulo Tre was having a reliable kinematic G-code simulator, to virtually walk through the machining process before sending to the machine, especially during unattended shifts. To satisfy this need, an application for interfacing VISI with Eureka has been developed, transferring all part and CNC machine models, tool parameters and toolpath data from VISI to the simulator. "For complex 5-axis machining, it's crucial to be able to drive almost with ‘your eyes closed,’ avoiding collisions and tool issues that could compromise the entire machining of the workpiece. Machines often work round-the-clock, so a simulator is indispensable for operations in unattended areas" says Alessandro Corà.
Among the most popular VISI functionality, according to Marco Dal Bianco, is the ability to automatically recognise manufacturing features such as holes and pockets, and to generate the appropriate toolpaths. He says that as VISI is an integrated system, machining individual plates can be accomplished automatically through feature recognition. “All holes are recognised automatically and the correct machining cycle applied. For complex machining, VISI allows us to handle high speed and 5-axis operations, as well as traditional milling.”
“And thanks to the feature recognition (Compass module), it’s also possible to associate hole recognition with custom drilling sequences such as centre, threading, boring, and pocketing. Once the tool set has been established with the correct feed, rotation and parameters, the system automatically shows the tool that best suits the drilling type and the corresponding optimised tool path. Apart from greatly accelerating the machining process, this automation is particularly useful in deep drilling – even up to 600 mm – and with intersecting holes, for example in automotive moulds with complex cooling.
“When an intersection is detected, the system automatically reduces the speed, eliminating the risks of possible puncture breaks which, at certain critical points, would be really disastrous. Vero Solutions engineers have provided us with all the support we need to pre-set the system and create proven custom cycles."
VISI also delivers a wide range of multi-axis machining strategies particularly suited for the development of turbine impellers, one of Modulo Tre’s main business areas.
Turbines are typically rough machined using traditional roughing or rough milling along a curve/guide. Milling with a guide curve allows a high chip rate to be maintained, optimum tool contact, and constant material removal. “This means a constant load for the spindle and all five moving axes. Particular care is also required in defining the finishing strategy due to remaining stock. The rest machining command will detect areas left by previous tools, so that they can be re-machined. For very fine details, this process can be repeated as many times as required to make it possible to successfully machine all part geometry.”
He says VISI also provides solutions for 5-axis blade machining. High surface quality, limited space and angular movement of the rotating axis make this a highly complex process. VISI creates each tool path with a regular distribution of movement coordinates. By sending CNC code with optimised point distribution to the machine tool, superfluous vibrations are drastically reduced, eliminating the need for alternative manufacturing processes due to the presence of thin walls.
