Modern Çağın Metrolojisi, Deneme Yanılmayı Aşıyor
Tüp ve Boru Boyutlarının Ölçümünü Hızlandırma
Bize ulaşın
Tüp ve boru bükme atölyeleri üretim endüstrisinde nadir bir alandır ve bu alana özel önemli zorluklarla karşı karşıyadır. Bükülen tüpleri ve boruları ölçmek de zorluklardan biridir. Bu sektörde, hassasiyet önemlidir. Spesifikasyonlara uymayan bir tüp alt bileşenlerle eşleşip bağlanamayacağından büyük ihtimalle çöp kutusunu boylayacaktır. Piyasa şartları daha dar toleranslar ve daha uygun fiyatlar talep ederken, tüp ve boru büküm firmalarını da prosesleri hakkında tekrar düşünmeye ve hassasiyetlerinde iyileştirme yapmaya itmektedir. Ölçüm teknolojisinde bu uygulama için özel olarak tasarlanan ilerlemeler, atık oranlarını ciddi ölçüde düşürürken üretkenliği ve hassasiyeti arttırmaktadır.
Geleneksel Yaklaşım
Tüp ve boruları bükmek için eski yöntemler uygulanırken, zaman ve kaynak kaybına neden olan deneme yanılma teknikleri kullanılıyordu. CAD çizimlerinin bulunduğu durumlarda, bükülme yarıçapı verilir. Bir çizici, gerekli spesifikasyonları gösteren, ölçeğe uygun çizimleri oluşturur. Endüstride LRA (uzunluk, dönüş ve açı) veya PTB (çek, bük, kıvır) olarak bilinen çizimler 3B uzayda olanları 2 boyutlu olarak kopyalamaya çalışır. Bir boru üretilirken, çizimlerin üstüne konur ve görsel olarak ölçülür.
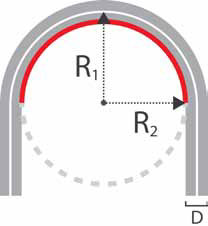 Spesifikasyonlara uymayan borular çıkarılır ve CNC bükücü ayarlanır. Ayarlanmış boru üretilirken, tekrar çizimlerin üstüne konur ve görsel olarak ölçülür. Bükücüyü ayarlama ve tüpü ölçme süreci, belirlenmiş spesifikasyonlara uyana kadar devam eder. Eğer CAD modelleri yoksa, ki tersine mühendislik uygulamalarında durum genellikle böyledir, eksen yarıçapı hesaplanmalıdır. Çizimde gösterildiği gibi, bir diğer yöntem de bükülmenin çevresini hesaplamak için bükülmenin başladığı yerden bittiği yere kadar olan iç yüzeyi bir mezurayla ölçmektir (kırmızı alan). Sonra sonuç, onu tam bir daire yapmak için gereken sayıyla çarpılır. Sadeleştirilmiş örnekte, büküm 180° olduğu için 2 ile çarpılmıştır (eğer büküm 90° ise, 4 ile çarpılacaktır). Sonuç, çevre veya "C" olacaktır.
Spesifikasyonlara uymayan borular çıkarılır ve CNC bükücü ayarlanır. Ayarlanmış boru üretilirken, tekrar çizimlerin üstüne konur ve görsel olarak ölçülür. Bükücüyü ayarlama ve tüpü ölçme süreci, belirlenmiş spesifikasyonlara uyana kadar devam eder. Eğer CAD modelleri yoksa, ki tersine mühendislik uygulamalarında durum genellikle böyledir, eksen yarıçapı hesaplanmalıdır. Çizimde gösterildiği gibi, bir diğer yöntem de bükülmenin çevresini hesaplamak için bükülmenin başladığı yerden bittiği yere kadar olan iç yüzeyi bir mezurayla ölçmektir (kırmızı alan). Sonra sonuç, onu tam bir daire yapmak için gereken sayıyla çarpılır. Sadeleştirilmiş örnekte, büküm 180° olduğu için 2 ile çarpılmıştır (eğer büküm 90° ise, 4 ile çarpılacaktır). Sonuç, çevre veya "C" olacaktır.
?'nin 3,14 olduğu R2=C/2? durumunda, iç yarıçap olarak "R2" çıkar. Tüpün çapının yarısını (D) eklemek, eksen yarıçapını verir. Tüpün geri kalanını ölçmenin en kolay yolu, taslağını çeşitli açılardan bir kartona çizmektir. Bir tüp üretilirken, kartonun üstüne konur ve görsel olarak ölçülür. Sonra, daha önce belirtildiği gibi CNC bükücüyü yeniden ayarlandığı ve yeniden ölçümün yapıldığı iteratif süreç gerçekleşir.
Modern Yaklaşım
Modern teknoloji tüp bükme endüstrisinde deneme yanılma yaklaşımına çekici ve ekonomik alternatifler sunmaktadır. Taşınabilir koordinat ölçüm makineleriyle (ayrıca mafsallı kollar olarak bilinir) tüpler geleneksel CMM'lerde ölçüm için standart X, Y, Z noktası verileri kullanılarak ölçülür. Otuz yıl boyunca özellikle tüp ölçümü için geliştirilmiş tek tedarikçi çözümünün kullanılması, ölçümü daha da geliştirir. İdeal seçim, Hexagon Manufacturing Intelligence tarafından geliştirilen, üretilen ve desteklenen ROMER'in Boru Ölçüm Sistemidir.
ROMER Boru Ölçüm Sistemine; tüpleri ve boruları hızlı ve doğru bir şekilde ölçmek için gereken tüm araçlar olan patentli absolute encoder teknolojisi ve kolay kullanılan zero-g dengeleyicisi olan taşınabilir CMM, temassız tüp probları, Veri Bindirme Kamera Sistemi (DOCS) yazılımı ve opsiyonel CNC bükücü arayüzü dahildir. Bir diğer avantaj da, operatörün temaslı ve temassız problar arasında yeniden kalibrasyon ihtiyacı olmadan geçiş yapmasına izin vererek, sistemin kelepçe, flanş veya pin taşıyıcıları gibi boru bileşenlerine eklenen diğer geometrik özellikleri ölçme özelliğidir.
ROMER'in Boru Ölçüm Sistemini ilk aldığınızda finansal yükleri olsa da, boru bükme atölyesinin maliyetleri makul tutması için çeşitli yollar bulunmaktadır. Örneğin, başlangıç düzeydeki bir kol, ölçüm uygulamalarının çoğu için sadece yeterli doğruluktan daha fazlasını sunar. Problar açısından bakacak olursak, temassız tüp probları pahalı lazer tarama sensörlerine göre çok daha ucuzdur. Ayrıca, tüp bükme atölyeleri sadece gereken tüp problarını satın alabildikleri için, tam potansiyeliyle kullanılmayacak teknolojilere para harcama riskini almazlar. Tüm bu faktörler, piyasadaki benzer sistemlerle karşılaştırıldığında daha düşük ilk satın alma fiyatına katkıda bulunur.
Bu sistemi kullanarak bir boruyu ölçmek için, boru sağlam bir şekilde sabitlenmelidir. Bu özellikle ince duvarlı, küçük çaplı borular için önemlidir, çünkü masaya konulurlarsa eğilebilirler. Sonra baştan sona sırayla her büküm noktasında boru üzerinden bir boru probu geçirilir. Probun kırmızı lazer şeritle sunduğu görsel kılavuz noktaların nerede alındığını gösterirken, kızılötesi sensör de onları X, Y ve Z eksenlerinde "görür" ve konumlandırır. DOCS yazılımı, 3B uzayda nokta konumlarına göre borunun geometrisini hesaplar. Bu bilgi alındığında, yazılım gerçek verileri nominal verilerle karşılaştırır ve düzeltmeleri hesaplar. Bu düzeltmeler, opsiyonel yazılım modülü kullanılarak bükücüye manüel olarak veya doğrudan yüklenir. Üretilen bir sonraki boru, otomatik olarak spesifikasyonlara uyar.
Boru ölçüm sistemi kullanılarak, tersine mühendislik uygulamaları da sadeleştirilir. İki bitişik düz unsuru ölçülerek ve sonra kıvrımdan bir boru probuyla geçilerek, DOCS bükülme yarıçapı ve LRA verisi hesaplanır. Bilgi daha sonra sanal olarak özdeş bir tüp üretmek için CNC bükücüde programlanır. Bazı tersine mühendislik uygulamalarında lazer tarayıcı kullanmayı tercih eden bükme atölyeleri için, tüpler için temassız prob kullanımı ve diğer ölçüm işleri için lazer tarayıcı kullanımı mümkündür.
Manuel, Modernle Buluşuyor
Tüp ve boruları manuel olarak ölçmeyle ilgili sorunlardan biri de görsel ölçümlerden kaynaklanan yanlışlıklardır. Boru, gerçekte toleranlara uyacak gibi dursa da toleranslara uymayabilir. Bir boru bu tip bir ölçümü geçse bile sonuçta müşteri tarafından reddedilebilir. İnsan gözünün görebildiğinden küçük toleranslar, boru ölçüm sistemiyle kolayca ölçülür ve düzeltmeler ürün sevk edilmeden önce yapılabilir. ROMER Boru Ölçüm Sistemiyle doğruluk değerleri büyük ölçüde iyileştirilmiştir, kolun uzunluğuna göre bu değer ± 0,0009 inç (0,023 mm) kadar dar olabilir.
Modern ölçüm teknolojisi boruların spesifikasyona uymasını sağlamak için gereken zamanı ve kaynakları azaltır. Geleneksel yöntemleri kullandığınızda, yeniden ayarlama, yeniden ölçüm ve bir kere daha ayarlama ile zaman kaybedilir. Bu sürecin tüm günü alması nadir bir durum değildir. Ayrıca ayarlamaları yaparken, her boru ıskartaya çıkarılır. Eğer kurulumlar günün çoğunu alıyorsa, doğru bir boru üretilene kadar atık kutusunun tamamı dolabilir. ROMER'ın Boru Ölçüm Sistemi, denetim süresini saatler yerine dakikalara indirir. Ayrıca bir kez yeniden ayarlanan tüp, spesifikasyona uyduğu için atık oranını ciddi oranda azaltır.
En yeni CNC yazılımı ve donanımını bulunduran tüp ve boru bükme atölyeleri, varlıklarını talep üzerine ölçüm sunan bir taşınabilir CMM ile güçlendirebilir. Tasarruf edilen zamanı, enerjiyi ve ıskartayı düşününce, bu ciddi olarak düşünülmeye değen bir yatırımdır. Tüp ve boru bükme yaygın bir alan olmayabilir, ama hayatı kolaylaştıracak, özelleştirilmiş ölçüm çözümlerini hak eder.