Nowoczesna metrologia wypiera "metodę prób i błędów"
Przyspieszenie Pomiaru Rur
Kontakt
Wydziały gięcia stanowią prawdziwą rzadkość w przemyśle wytwórczym, ponieważ muszą stawić czoła wielkim wyzwaniom, z którymi zmaga się wyłącznie ich sektor. Pomiar każdej giętej rury stanowi jedno z takich wyzwań. W przemyśle liczy się dokładność. Rura, która nie spełnia wymagań technicznych zapewne wyląduje w koszu na śmieci, o ile nie będzie miała odpowiedniego prześwitu, aby mogła zostać połączona z podkomponentami. Domagający się wąskiego pola tolerancji i redukcji kosztów rynek zmusza operatorów giętarek do ponownej analizy swoich procesów, jak również do zwiększenia dokładności. Liczne udoskonalenia w metrologii opracowane specjalnie z myślą o rurach umożliwiają wzrost wydajności i dokładności, znacznie zmniejszając liczbę wybrakowanych części.
Metoda Tradycyjna
Stara szkoła pomiarów rur opiera się na "metodzie prób i błędów", która jest czasochłonna i wymaga sporych nakładów pracy. W przypadku, gdy dostępne są rysunki CAD, podany jest promień gięcia. Ploter drukuje rysunki w skali 1:1 przedstawiające pozostałe specyfikacje. Rysunki z danymi zarówno w postaci LRA (długość, obrót, kąt), jak i PTB (zgięcie, skręt, ciągnięcie) muszą przedstawić w 2D to, co dzieje się w przestrzeni 3D. Podczas produkcji rura jest umieszczana na rysunkach i wizualnie weryfikowana.
 Rury, które nie spełniają wymagań technicznych są odrzucane, a giętarka CNC regulowana. Podczas produkcji odpowiednio dostosowanej rury wracamy do rysunków i ponownie przeprowadzamy kontrolę wizualną. Proces regulacji giętarki i kontroli rury trwa do momentu, gdy zacznie spełniać wymagania techniczne.
Rury, które nie spełniają wymagań technicznych są odrzucane, a giętarka CNC regulowana. Podczas produkcji odpowiednio dostosowanej rury wracamy do rysunków i ponownie przeprowadzamy kontrolę wizualną. Proces regulacji giętarki i kontroli rury trwa do momentu, gdy zacznie spełniać wymagania techniczne.
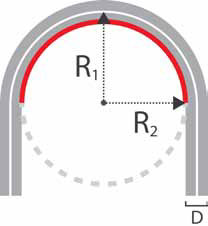
Jeśli modele CAD nie są dostępne, co często zdarza się w przypadku zastosowań inżynierii odwrotnej, powinien zostać obliczony promień gięcia . Jedną z metod, która została przedstawiona na rysunku, jest pomiar odcinka gięcia (obwodu) za pomocą taśmy pomiarowej dociskanej do jego wewnętrznej powierzchni - od miejsca początku gięcia do jego końca (obszar zaznaczony na czerwono). Następnie wynik jest mnożony przez liczbę potrzebną do osiągnięcia pełnego kąta (360°). Na przykład uzyskany wynik mnożymy przez 2, jeśli kąt gięcia wynosi 180° (a przez 4, jeśli kąt ten ma 90°). Otrzymany wynik będzie obwodem lub "C". Stosując wzór R2=C/2?, gdzie ? stanowi wartość 3.14, otrzymujemy ‘R2’, czyli promień wewnętrzny. Dodając połowę średnicy rury (D) znamy promień osi. Najprostszym sposobem pomiaru pozostałych wymiarów części jest narysowanie jej obrysu pod różnymi kątami na tekturze. Gdy rura jest produkowana, umieszczamy ją na tekturze i przeprowadzamy kontrolę wizyjną. Później następuje proces iteracyjny ponownej regulacji giętarki CNC i ponownie, tak jak już wspomniano wcześniej, przeprowadzane są pomiary.
Nowoczesna Metoda
Nowoczesna metoda pomiarowa rur zapewnia działowi gięcia rur bardziej atrakcyjną i ekonomiczną alternatywę dla "metody prób i błędów". Dzięki współrzędnościowym maszynom pomiarowym (zwanym również ramionami przegubowymi) możliwa jest kontrola rur z wykorzystaniem standardowych punktów danych (kontrolnych) osi X,Y, Z stosowanych do pomiaru na tradycyjnych maszynach CMM. Zalecane jest korzystanie z rozwiązań tylko jednej firmy, które zostały opracowane na przestrzeni trzydziestu lat specjalnie w celu udoskonalenia pomiarów rur. Idealny wybór stanowi System Kontroli Rur ROMER, który został zaprojektowany, wyprodukowany i wspomagany przez firmę Hexagon Manufacturing Intelligence. System Kontroli Rur ROMER składa się z przenośnej współrzędnościowej maszyny pomiarowej z opatentowanym enkoderem absolutnym i łatwą w obsłudze przeciwwagą Zero-G, bezdotykowych sond do kontroli rur, oprogramowania Data Overlay Camera System (DOCS) oraz opcjonalnego interfejsu giętarek CNC - wszystkie te narzędzia są niezbędne do szybkiego i dokładnego pomiaru rur. Dodatkową zaletę systemu stanowi możliwość pomiaru innych cech geometrycznych dołączonych do rur, takich jak kołnierze, wsporniki i kryzy, z możliwością wymiany między sondą stykową a bezdotykową, bez potrzeby ponownej kalibracji.
Mimo, że zakup Systemu Kontroli Rur ROMER może mieć istotne następstwa finansowe dla budżetu, istnieje kilka sposobów, aby wydziały gięcia zredukowały te koszty. Na przykład podstawowe ramię pomiarowe zapewnia więcej niż odpowiednią dokładność dla większości zadań kontroli rur. W przypadku sond, koszt sondy bezdotykowej jest znacznie niższy niż znacznie droższej laserowej sondy skanującej. Co ważne, wydziały gięcia mogą tylko dokonać kupna sond do kontroli rur, które są im potrzebne - nie muszą niepotrzebnie wydawać pieniędzy na technologie, których nie będą w pełni wykorzystywać. Wszystkie te czynniki mają wpływ na niższą początkową cenę nabycia w porównaniu z podobnymi systemami dostępnymi na rynku.
Aby przeprowadzić kontrolę rur za pomocą tego systemu, muszą one zostać bezpiecznie zamocowany. Jest to szczególnie ważne w przypadku cienkościennych rur o małych średnicach, ponieważ mogą one ulec odkształceniu po umieszczeniu na stole. Sonda do kontroli rur wówczas przechodzi nad rurą w każdym punkcie zmiany gięcia w kolejności od jednego końca do drugiego. Naprowadzanie sondy za pomocą czerwonej wiązki lasera wskazuje, gdzie punkty mogą zostać pobrane, a czujnik podczerwieni "widzi" ich umieszczenie na osi X,Y, Z. Platforma oprogramowania DOCS automatycznie oblicza geometrie rury w miejscach punktu w przestrzeni 3D. Gdy informacje zostaną pobrane, oprogramowanie porównuje dane rzeczywiste z nominalnymi i oblicza korekcje. Korekcje są wprowadzane ręcznie do giętarki bądź bezpośrednio wgrywane za pomocą opcjonalnego modułu oprogramowania. Następna wyprodukowana automatycznie rura spełnia wymagania techniczne.
Również realizacja zadań inżynierii odwrotnej staje się prostsza dzięki zastosowaniu Systemu Kontroli Rur. Mierząc dwie sąsiednie proste i następnie badając gięcie za pomocą sondy do kontroli rur, program DOCS oblicza promień gięcia, jak również dane LRA. Na podstawie zdobytych informacji następuje programowanie giętarki CNC, aby stworzyła praktycznie identyczną rurę. W przypadku wydziałów gięcia, które preferują zastosowanie skanera laserowego do realizacji niektórych zadań inżynierii odwrotnej, możliwe jest wykorzystanie sondy bezdotykowej dla rur oraz skanera laserowego do innych zadań pomiarowych.
Pomiary ręczne contra nowoczesna metrologia
Jednym z problemów manualnej kontroli rur jest niedokładność, która stanowi nieodłączną cechę pomiarów wizualnych. Może wydawać się, że rura spełnia wymagania techniczne, jednak w rzeczywistości nie jest to zgodne z prawdą. Jeśli rura w wyniku kontroli uzyska wynik pozytywny, może zostać odrzucona przez klienta. Tolerancje, które są tak małe, że nie dostrzega ich ludzkie oko, można bez problemu zmierzyć za pomocą Systemu Kontroli Rur, a korekcje mogą zostać wprowadzone zanim produkt trafi do klienta. Dokładność została znacznie zwiększona dzięki zastosowaniu Systemu Kontroli Rur ROMER i, w zależności od długości ramienia, może wynieść nawet ± 0.023 mm .
Nowoczesne metody pomiarowe skracają czas i zmniejszają zasoby wymagane do właściwego dostosowania rur, by spełniały wymagania techniczne. Gdy stosujemy konwencjonalne metody pomiarowe do kontroli rur, tracimy czas na ponowne dostosowanie, pomiary i jeszcze raz ponowne dostosowanie rury. Rzadko bywa, aby proces ten zajmował mniej niż większość dnia. Należy również wspomnieć, że podczas przeprowadzania czynności regulacyjnych, każda rura jest wybrakowana. Jeśli ustawianie trwa większość dnia, istnieje bardzo realne prawdopodobieństwo zapełnienia całego kontenera na złom zanim zostanie wyprodukowana dokładna rura. System Kontroli Rur ROMER redukuje czas kontroli z wielu godzin do zaledwie kilku minut. Znacznie zmniejsza także ilość produktów wybrakowanych, ponieważ już pierwsza regulacja zapewnia zgodność rury ze specyfikacjami.
Wykorzystujące najnowsze oprogramowanie i maszyny CNC wydziały gięcia mogą jeszcze usprawnić ich działanie stosując przenośną maszynę CMM umożliwiającą pomiar na życzenie. Biorąc pod uwagę krótki czas kontroli, niewielką ilość zużytej energii oraz produktów wybrakowanych, System Kontroli Rur to inwestycja, nad którą warto się zastanowić. Wydziały gięcia może i stanowią rzadkość w skali światowej, ale na pewno zasługują na dostosowane do potrzeb klienta rozwiązania do kontroli rur. Dzięki nim życie staje się prostsze.