A metrologia da modernidade supera a tentativa e erro
Acelerando a inspeção de dimensões de tubo e canos
Contato
Oficinas de curvatura de tubos e canos são raras na indústria de transformação e enfrentam importantes desafios exclusivos de sua disciplina. Medir os mesmos tubos e canos é um desafio. Nesta indústria, a exatidão conta. Um tubo que não atende às especificações provavelmente será descartado no lixo da sucata, uma vez que não terá o espaço adequado para unir-se e conectar-se com subcomponentes. As forças de mercado que exigem tolerâncias mais restritas e melhores custos estão forçando as oficinas de curvatura de tubos e canos a repensarem seus processos e melhorarem a precisão também. Avanços na tecnologia de medição projetados especificamente para esta aplicação podem aumentar a produtividade e precisão, reduzindo drasticamente as taxas de sucata.
A abordagem tradicional
O método da velha escola de medir tubos se resume a técnicas de tentativa e erro que desperdiçam tempo e recursos preciosos. Nos casos em que desenhos CAD estão disponíveis, o raio de curvatura é dado. A plotter produz desenhos-de escala, mostrando as especificações restantes. Conhecido na indústria como LRA (comprimento, rotação e ângulo) ou PTB (tração, torção e curvatura), os desenhos devem tentar replicar em 2 dimensões o que acontece no espaço 3D. Quando um tubo é produzido, ele é colocado sobre os desenhos e visualmente inspecionado. Tubos que não atendem a especificação são rejeitados e o bender CNC é ajustado. Quando o tubo ajustado é produzido, ele retorna aos desenhos e é visualmente bem inspecionado. O processo de ajustar o bender e fiscalizar o tubo continua até que finalmente esteja de acordo com a especificação.
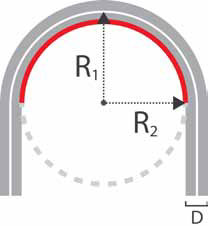
Se modelos CAD não estão disponíveis, como é frequentemente o caso com aplicações de engenharia reversa, o raio central deve ser calculado. Um método, tal como ilustrado, mede a circunferência da curva pressionando uma fita métrica contra a sua superfície interior a partir de onde a curva começa a onde termina (a área vermelha). O resultado é então multiplicado pelo número de vezes que seria necessário para fazer um círculo completo. No exemplo simplificado, ele é multiplicado por 2, pois a curva é de 180° (multiplicar por 4 se a curva for de 90°). O resultado será a circunferência ou 'C'. Trabalhando através de R2 = C / 2? onde ? é 3,14 rende 'R2' como o raio interior. A adição de metade do diâmetro do tubo (D), resulta no raio central. A maneira mais fácil de medir o resto do tubo, é a esboçar seu contorno de vários ângulos no papelão. Quando um tubo é produzido, ele é colocado sobre o papelão e visualmente inspecionado. Em seguida, o processo iterativo de reajustar o curvador CNC e nova medição, como mencionado anteriormente, acontece.
A abordagem moderna
A tecnologia moderna fornece à indústria de curvatura de tubo alternativas atraentes e econômicas para a abordagem de tentativa e erro. Com máquinas de medição por coordenadas portáteis (também conhecidas como braços articulados), os tubos são inspecionados usando o X, Y, Z padrão e pontos de dados utilizados para a medição em MMCs tradicionais. Empregar uma solução de fornecedor único desenvolvida ao longo de três décadas especificamente para medição de tubo aumenta mais a inspeção. A escolha ideal é o Sistema de Inspeção de Tubo de ROMER que é desenvolvido, fabricado e suportado pela Hexagon Manufacturing Intelligence. O Sistema de Inspeção de Tubo de ROMER inclui uma MMC portátil com tecnologia de codificador absoluto patenteado e um contrapeso Zero-g fácil de operar, sondas de tubos sem contato, software Data Overlay Camera System (DOCS) e uma interface de curvador CNC opcional - todas as ferramentas necessárias para medir tubos com rapidez e precisão. Um benefício adicional é a capacidade do sistema de medir outras características geométricas ligadas a componentes de tubos, tais como suportes, flanges, ou extremidades, permitindo ao operador alternar rapidamente entre sondas com contato e sem contato sondas sem a necessidade de recalibração.
Porém, a compra inicial do Sistema de Inspeção de Tubo de ROMER apresenta custos em linha. Por exemplo, um braço de nível de entrada oferece mais do que a precisão adequada para a maioria das aplicações de inspeção de tubos. Com relação às sondas, o custo de sondas de tubo sem contato é substancialmente menor do que os sensores de varredura a laser mais caros. Além disso, como as oficinas de curvatura de tubo só compram as sondas de tubo que são necessárias, elas não correm o risco de desperdiçar dinheiro em tecnologia que não será utilizada para o seu pleno potencial. Todos estes fatores contribuem para um preço de compra inicial inferior quando comparado com sistemas similares existentes no mercado.
Para medir um tubo por meio deste sistema, ele deve ser montado de forma segura. Isto é especialmente importante para tubos de pequeno diâmetro para parede fina, que podem defletir se colocados sobre uma mesa. Uma sonda de tubo é passada sobre o tubo em cada ponto de mudança de curvatura em sequência a partir de uma extremidade à outra. A orientação visual da sonda, através de uma faixa de laser vermelho, indica que os pontos foram medidos enquanto o sensor de infravermelhos "vê" e os localiza no eixo X, Y e Z. A plataforma de software calcula automaticamente DOCS as geometrias do tubo com base nas localizações de pontos no espaço 3D. Uma vez que esta informação é recolhida, o software compara os dados reais com dados nominais e calcula as correções. Estas correções são inseridas manualmente no curvador ou diretamente carregadas usando um módulo de software opcional. O próximo tubo produzido automaticamente atende a especificação.
As aplicações de engenharia reversa também são simplificadas utilizando o sistema de inspeção de tubo. Ao medir duas retas vizinhas e, em seguida medir a curva com uma sonda de tubo, o DOCS calcula o raio de curvatura, bem como os dados do ERS. A informação é então programada no curvador CNC para produzir um tubo praticamente idêntico. Para as oficinas de curvatura de tubo que preferem usar um scanner a laser em algumas de suas aplicações de engenharia reversa, o uso de uma sonda de tubo sem contato para os tubos e um scanner a laser para outras tarefas de inspeção é possível.
O Manual Conhece a Modernidade
Um dos problemas com a inspeção manual de tubos e canos é a imprecisão inerente com as medições visuais. Um tubo pode aparentar atender as tolerâncias, quando na verdade isso não acontece. Se tal tubo passa a inspeção, ele pode vir a ser rejeitado pelo cliente. Tolerâncias menores do que as percebidas pelo olho humano são facilmente medidas com o sistema de inspeção de tubos e correções podem ser feitas antes de enviar os produtos. A precisão é muito melhorada com o sistema de inspeção de tubo de ROMER e, dependendo do comprimento do braço, podem ser tão estreitas quanto ± 0,0009 "(0,023 mm).
A tecnologia de medição moderna reduz o tempo e os recursos necessários para obter tubos para atender a especificação. Usando métodos convencionais, há o desperdício de tempo reajustando e medindo novamente. Não é inédito para este processo tomar a maior parte do dia. Além disso, ao fazer ajustes, cada tubo é desmantelado. Se os preparos durarem a maior parte do dia, um cesto de sucata poderia ser potencialmente ser preenchido enquanto um tubo é produzido. O Sistema de Inspeção de Tubo de Romer reduz o tempo de inspeção para minutos em vez de horas. Ele também reduz significativamente a produção de sucata já que seu primeiro tubo reajustado está em conformidade com a especificação.
As oficinas de curvatura de tubos empregam o mais recente software CNC e o hardware poderia aproveitar melhor esse bem com uma MMC portátil fornecendo inspeção on-demand. Considerando a quantidade de tempo, energia e sucata economizados, é um investimento que merece uma consideração séria. As oficinas de curvatura de tubos e canos podem ser uma raça rara, mas merecem soluções de inspeção personalizadas para tornar a vida mais fácil.