Metrologia modernă depășește stadiul de încercare și eroare
Accelerarea inspecției dimensiunilor pentru tuburi și conducte
Contactați-ne
Atelierele pentru îndoirea tuburilor și conductelor sunt o raritate în industria de producție și se confruntă cu provocări importante exclusive disciplinei. Măsurarea tuburilor și conductelor îndoite este una din aceste provocări. În această industrie, precizia contează. Un tub care nu respectă specificațiile va ajunge, cel mai probabil, în coșul de rebuturi, deoarece nu va asigura distanța necesară pentru a se îmbina cu sub-componentele. Forțele pieței solicită toleranțe mai mici și costuri mai bune forțează atelierele pentru îndoirea tuburilor și conductelor să regândească procesele și să optimizeze precizia. Progresul tehnologiei de măsurare proiectată specific pentru această aplicație poate spori productivitatea și precizia și să reducă în același timp dramatic cantitatea rebuturilor.
Abordarea tradițională
Metoda de școală veche pentru măsurarea tuburilor și conductelor se reduce la tehnicile de încercare și eroare care irosește timp și resurse prețioase. În cazurile în care sunt disponibile desene CAD, este dată raza de îndoire. Un plotter produce desene la scară care indică restul specificațiilor. Cunoscute în industrie sub numele de LRA (lungime, rotație și unghi) sau PTB (tracțiune, răsucire, îndoire), desenele trebuie să încerce să reproducă în 2 dimensiuni ce se întâmplă în spațiul 3D. Când tubul este produs, acesta este plasat pe desene și inspectat vizual. Tuburile care nu respectă specificațiile sunt respinse, iar echipamentul de îndoire CNC este ajustat. Când este produs tubul ajustat, acesta este plasat din nou pe desene și inspectat vizual. Procesul de ajustare a echipamentului de îndoire și inspectarea tubului continuă până când tubul respectă specificațiile.
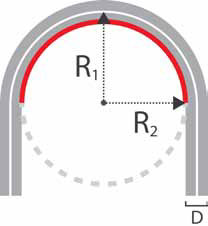 Dacă nu sunt disponibile modele CAD, cum este deseori cazul aplicațiilor de inginerie inversă, este necesar să se calculeze raza liniei centrale. O metodă, după cum este ilustrat, este aceea de a măsura circumferința îndoiturii prin aplicarea unei rulete pe suprafața internă din locul în care începe îndoitura până la locul în care aceasta se termină (zona roșie). Rezultatul este apoi multiplicat cu numărul necesar pentru a completa cercul. În acest exemplu simplificat, este multiplicat cu 2 deoarece îndoitura are 180° (multiplicați cu 4 dacă îndoitura are 90°). Rezultatul este circumferința sau "C". Calculați R2=C/2? unde ? este 3.14 și ajungeți la ‘R2’ care este raza interioară. Adăugați jumătate din diametrul tubului (D) și obțineți raza liniei centrale. Cea mai ușoară metodă pentru a măsura restul tubului este de a schița conturul exterior din diferite unghiuri pe un carton. Când este produs un tub, acesta este plasat pe carton și inspectat vizual. Apoi are loc procesul repetitiv de reajustare a echipamentului de îndoire CNC și re-măsurare, după cum s-a menționat anterior.
Dacă nu sunt disponibile modele CAD, cum este deseori cazul aplicațiilor de inginerie inversă, este necesar să se calculeze raza liniei centrale. O metodă, după cum este ilustrat, este aceea de a măsura circumferința îndoiturii prin aplicarea unei rulete pe suprafața internă din locul în care începe îndoitura până la locul în care aceasta se termină (zona roșie). Rezultatul este apoi multiplicat cu numărul necesar pentru a completa cercul. În acest exemplu simplificat, este multiplicat cu 2 deoarece îndoitura are 180° (multiplicați cu 4 dacă îndoitura are 90°). Rezultatul este circumferința sau "C". Calculați R2=C/2? unde ? este 3.14 și ajungeți la ‘R2’ care este raza interioară. Adăugați jumătate din diametrul tubului (D) și obțineți raza liniei centrale. Cea mai ușoară metodă pentru a măsura restul tubului este de a schița conturul exterior din diferite unghiuri pe un carton. Când este produs un tub, acesta este plasat pe carton și inspectat vizual. Apoi are loc procesul repetitiv de reajustare a echipamentului de îndoire CNC și re-măsurare, după cum s-a menționat anterior.
Abordarea modernă
Tehnologia modernă oferă industriei de îndoire a tuburilor alternative economice și atractive la abordarea bazată pe încercare și eroare. Cu ajutorul mașinilor portabile de măsurat în coordonate (cunoscute și ca brațe articulate), tuburile sunt inspectate folosind datele standard în puncte X, Y, Z folosite pentru măsurarea cu mașini CMM tradiționale. Utilizarea unei soluții dezvoltate de-a lungul a trei decenii special pentru măsurarea tuburilor facilitează și mai mult inspecția. Alegerea ideală este Sistemul de inspecție tuburi ROMER, dezvoltat, produs și sprijinit de Hexagon Metrology. Sistemul de inspecție tuburi ROMER include o mașină CMM portabilă cu tehnologie absolută de codificare patentată și contra-greutate zero-g ușor de folosit, capete de măsurare non-tactile pentru tuburi, sistem video de suprapunere a datelor (DOCS) și o interfață de operare CNC opțională - toate instrumente necesare pentru a măsura rapid și precis tuburi și conducte. Un beneficiu tradițional al sistemului este capacitatea de a măsura alte caracteristici geometrice atașate componentelor tubului, cum ar fi brațe, flanșe sau protuberanțe care permite operatorului să treacă rapid de la capete de măsurare tactile la capete de măsurare non-tactile, fără a fi necesară recalibrarea.
Deși achiziționare Sistemului de inspecție tuburi ROMER are implicații financiare inițiale, atelierul de îndoire a tuburilor are mai multe metode pentru a menține costurile la un anumit nivel. De exemplu, un braț nu foarte eficient asigură o mai bună precizie pentru majoritatea aplicațiilor de inspecție a tuburilor. În ceea ce privește capetele de măsurare, costul capetelor de măsurare non-tactile este substanțial mai mic decât senzorii de scanare laser care sunt mai scumpi. De asemenea, de vreme ce atelierele pentru îndoirea tuburilor pot cumpăra capetele de măsurare necesare pentru tuburi, acestea nu își asumă riscul irosirii banilor pe tehnologii care nu pot fi folosite la întreaga capacitate. Toți acești factori contribuie la un preț de achiziție mai mic comparativ cu sisteme similare de pe piață.
Pentru a măsura un tub folosind acest sistem, acesta trebuie fixat bine. Este deosebit de important pentru tuburile cu pereți subțiri și diametre mici, deoarece se pot mișca dacă sunt așezate pe o masă. Capul de măsurare pentru tuburi este apoi trecut peste tub la fiecare punct al îndoiturii de la un capăt la altul. Ghidajul vizual al capului de măsurare, cu ajutorul unei benzi laser de culoare roșie, indică punctele măsurate, în timp ce senzorul cu infraroșu le "vede" și le localizează pe axele X, Y și Z. Platforma software DOCS calculează automat geometria tubului pe baza locurilor punctelor în spațiu 3D. După ce sunt colectate informațiile, programul compară datele efective cu datele nominale și calculează corecțiile. Aceste corecții sunt fie introduse manual în echipamentul de îndoire, fie încărcate automat folosind un modul software opțional. Următorul tub produs automat respectă specificațiile.
Aplicațiile de inginerie inversă sunt, de asemenea, simplificate folosind sistemul de inspecție a tuburilor. Măsurând două linii drepte adiacente și apoi măsurând îndoitura cu o sondă pentru tuburi, DOCS calculează raza de îndoire, precum și datele LRA. Informațiile sunt apoi programate în echipamentul de îndoire CNC pentru a produce un tub virtual identic. Pentru ateliere de îndoire a tuburilor care preferă un scaner laser pentru unele din aplicațiile de inginerie inversă, pentru alte operațiuni de inspecție este posibilă utilizarea sondelor fără contact pentru tuburi și a scanerului laser.
Manualul se întâlnește cu modernul
Una din problemele inspecției manuale a tuburilor și conductelor este lipsa de precizie inerentă măsurătorilor vizuale. Un tub poate respecta aparent toleranțele, dar în realitate nu o face. Dacă un astfel de tub trece de inspecție, acesta este respins, în cele din urmă, de client. Toleranțele mai mici decât capacitatea de percepție a ochiului uman sunt măsurate cu ușurință cu ajutorul sistemului de inspecție a tuburilor, iar corecțiile pot fi realizate înainte de livrarea produsului. Precizia este semnificativ îmbunătățită cu sistemul de inspecție tuburi ROMER și, în funcție de lungimea brațului, poate ajunge la valori de numai ± 0,0009” (0,023 mm).
Tehnologia modernă de măsurare reduce timpul și resursele necesare pentru a produce tuburi care să respecte specificațiile. Folosirea metodelor convenționale consumă timp prin reajustare, remăsurare și din nou reajustare. Se întâmplă foarte des ca procesul să dureze mare parte din zi. De asemenea, când se fac ajustări, tuburile ajung rebuturi. Dacă setările durează aproape toată ziua, coșul de rebuturi se poate umple până când se ajunge la un tub precis. Sistemul de inspecție tuburi ROMER reduce timpul de inspecție la numai câteva minute în loc de ore. De asemenea, reduce semnificativ rebuturile, deoarece primul tub reajustat respectă specificațiile.
Atelierele de îndoire a tuburilor și conductelor care se folosesc de cele mai noi programe și echipamente CNC profită mai bine de acest beneficiu cu ajutorul mașinii portabile CMM și oferă inspecție la cerere. Având în vedere timpul, energia și rebuturile economisite, este o investiție care merită luată în considerare. Atelierele de îndoire a tuburilor și conductelor pot fi rare, dar merită soluții personalizate de inspecție pentru a le ușura munca.