Tämän päivän metrologia ylittää yrityksen ja erehdyksen
Putkien mittojen tarkastuksen nopeuttaminen
Yhteystiedot
Putkia taivuttavat konepajat ovat harvinaisia valmistusteollisuuden edustajia. Ne kohtaavat tärkeitä, vain tätä alaa koskevia haasteita. Konepajan taivuttamien putkien mittaaminen on yksi tällainen haaste. Tällä teollisuudenalalla tarkkuudella on suuri merkitys. Putki, joka ei vastaa spesifikaatioita, päätyy todennäköisesti roskiin, koska sen välys ei ole sopiva alakomponenttien yhdistämiseen ja liittämiseen. Markkinavoimat vaativat yhä tiukempia toleransseja ja alhaisempia hintoja, minkä vuoksi putkia taivuttavat konepajat joutuvat harkitsemaan uudelleen prosessejaan ja myös lisäämään tarkkuutta. Erityisesti tätä tarkoitusta varten suunnitellun mittausteknologian edistyminen voi lisätä tuottavuutta ja tarkkuutta ja vähentää samalla romun määrää merkittävästi.
Perinteinen lähestymistapa
Putkien vanhan koulukunnan mittausmenetelmä perustui yrityksen ja erehdyksen tekniikoihin, jotka tuhlaavat arvokasta aikaa ja resursseja. Taivutussäde on tiedossa tapauksissa, joissa CAD-piirustuksia on käytettävissä. Piirturi tuottaa mittakaavassa olevia piirustuksia, josta nähdään muut spesifikaatiot. Piirustusten on yritettävä jäljitellä kaksiulotteisesti se, mitä tapahtuu 3D-avaruudessa. Kun putki on valmistettu, se asetetaan piirustuksiin ja tarkastetaan visuaalisesti. Putket, jotka eivät vastaa spesifikaatioita, hylätään ja CNC-taivutuskonetta säädetään. Kun säädetty putki valmistetaan, se asetetaan takaisin piirustuksiin ja tarkastetaan niinikään visuaalisesti. Taivutuskoneen säätämistä ja putken tarkastamista jatketaan, kunnes putki lopulta vastaa spesifikaatiota.
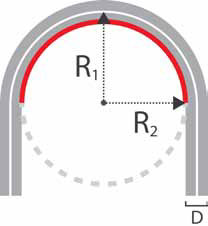 Jos CAD-malleja ei ole käytettävissä, kuten asiantila usein on takaisinmallinnuksen sovelluksissa, tulisi laskea keskiviivan säde. Yksi menetelmä (katso kuva) on mitata taivutuksen ympärysmitta painamalla mittanauha sen sisäpintaa vasten aloittaen kohdasta, josta taivutus alkaa aina siihen asti, jossa se loppuu (punainen alue). Tulos kerrotaan sitten kertojen lukumäärällä, jotka tarvittaisiin täyden ympyrän tekemiseksi. Yksinkertaistetussa esimerkissä tulos kerrotaan kahdella, koska taivutus on 180° (kerro neljällä, jos taivutus on 90°). Tuloksena on ympärysmitta tai ’C’. Selvittämällä R2=C/2? jossa ? on 3,14 saadaan ‘R2’ sisemmäksi säteeksi. Lisäämällä puolet putken halkaisijasta (D) saadaan keskiviivan säde. Helpoin tapa mitata loput putkesta on luonnostella sen ääriviivat eri kulmista pahville. Kun putki on valmistettu, se asetetaan pahville ja tarkastetaan visuaalisesti. Edellä mainittu toistuva CDC-taivutuskoneen uudelleensäätämisen ja uudelleenmittauksen prosessi suoritetaan.
Jos CAD-malleja ei ole käytettävissä, kuten asiantila usein on takaisinmallinnuksen sovelluksissa, tulisi laskea keskiviivan säde. Yksi menetelmä (katso kuva) on mitata taivutuksen ympärysmitta painamalla mittanauha sen sisäpintaa vasten aloittaen kohdasta, josta taivutus alkaa aina siihen asti, jossa se loppuu (punainen alue). Tulos kerrotaan sitten kertojen lukumäärällä, jotka tarvittaisiin täyden ympyrän tekemiseksi. Yksinkertaistetussa esimerkissä tulos kerrotaan kahdella, koska taivutus on 180° (kerro neljällä, jos taivutus on 90°). Tuloksena on ympärysmitta tai ’C’. Selvittämällä R2=C/2? jossa ? on 3,14 saadaan ‘R2’ sisemmäksi säteeksi. Lisäämällä puolet putken halkaisijasta (D) saadaan keskiviivan säde. Helpoin tapa mitata loput putkesta on luonnostella sen ääriviivat eri kulmista pahville. Kun putki on valmistettu, se asetetaan pahville ja tarkastetaan visuaalisesti. Edellä mainittu toistuva CDC-taivutuskoneen uudelleensäätämisen ja uudelleenmittauksen prosessi suoritetaan.
Uudenaikainen lähestymistapa
Uudenaikainen teknologia toimittaa putkien taivutusteollisuudelle mielenkiintoisia ja taloudellisia vaihtoehtoja perinteiselle yrityksen ja erehdyksen menetelmälle. Putket tarkastetaan siirrettävillä koordinaattimittauskoneilla (nivelvarsimittauslaitteilla) käyttämällä tavallista X,Y,Z-pistedataa, joka käytetään mittaukseen perinteisissä koordinaattimittauskoneissa. Kolmen vuosikymmenen aikana putkien mittaamiseen kehitetyn, yhden myyjän ratkaisun käyttö parantaa tarkastusta. Ihanteellinen valinta on ROMERin putkien tarkastusjärjestelmä, joka on Hexagon Manufacturing Intelligence -yrityksen kehittämä, valmistama ja tukema. ROMERin putkien tarkastusjärjestelmä sisältää patentoidulla absoluuttisella enkooderiteknologialla varustetun siirrettävän koordinaattimittauskoneen, jossa on helppokäyttöinen zero-g-tasapainotus, Data Overlay Camera System (DOCS) -ohjelmisto ja valinnainen CNC-taivutuskoneen liittymä - kaikki putkien nopeassa ja tarkassa mittaamisessa tarvittavat työkalut. Järjestelmä voi myös mitata muiden putkeen kiinnitettyjen komponenttien (esimerkiksi kiinnittimet, laipat tai keskiöt) piirteitä, koska koneistaja voi kytkeä nopeasti kytkevien ja koskettamattomien mittaimien välillä joutumatta kalibroimaan välillä uudelleen.
ROMERin putkien tarkastusjärjestelmän hankkimiseen liittyy taloudellisia vaikutuksia, mutta putkia taivuttavat konepajat pystyvät pitämään kustannukset hallussa useilla eri tavoilla. Esimerkiksi edullisin nivelvarsimittauslaite tarjoaa enemmän kuin riittävän tarkkuuden useimpiin putkien tarkastussovelluksiin. Mitä tulee mittaimiin, koskettamattomien putkimittaimien hinta on kalliimpien laserskannausantureiden hintaa huomattavasti alhaisempi. Putkia taivuttavat konepajat pystyvät ostamaan vain tarvitsemansa putkimittaimet, joten vaarana ei ole rahan tuhlaaminen teknologiaan, jota ne eivät voi hyödyntää riittävästi. Kaikki nämä tekijät vaikuttavat alhaisempaan alkuperäiseen hankintahintaan muihin samanlaisiin markkinoilla oleviin järjestelmiin verrattuna.
Järjestelmää käytettäessä mitattava putki on kiinnitettävä hyvin. Tämä on erityisen tärkeää, jos putken seinämät ovat ohuet ja halkaisija pieni, koska putki voi siirtyä, jos se laitetaan pyödälle. Putkimittainta siirretään sitten putken yllä peräkkäin taivutuksen jokaiseen vaihtumiskohtaan yhdestä päästä toiseen päähän. Mittaimen visuaalinen ohjain ilmoittaa punaisen laserraidan kautta, mitkä pisteet on otettu, kun taas infrapuna-anturi ’näkee’ ja paikantaa ne X-, Y- ja Z-akseleilla. DOCS-ohjelmistoalusta laskee putken geometriat automaattisesti pisteiden sijaintien perusteella 3D-avaruudessa. Kun nämä tiedot on kerätty, ohjelmisto vertaa todellista dataa nimelliseen dataan ja laskee korjaukset. Nämä korjaukset joko syötetään manuaalisesti taivutuskoneeseen tai ladataan suoraan valinnaista ohjelmistomoduulia käyttämällä. Seuraava tuotettava putki vastaa automaattisesti spesifikaatioita.
Myös takaisinmallinnuksen sovellukset helpottuvat, kun käytetään putkien tarkastusjärjestelmää. Mittaamalla kaksi viereistä suoraa ja sitten pyyhkäisemällä taivutusta putkimittaimella DOCS laskee taivutuksen säteen sekä pituuden, rotaation ja kulman datan. Tiedot ohjelmoidaan CNC-taivutuskoneeseen käytännöllisesti katsoen identtisen putken tuottamiseksi. Putkia taivuttavat konepajat, jotka haluavat käyttää laserskanneria joihinkin takaisinmallinnuksen sovelluksiin, voivat käyttää putkien mittaamiseen koskettamatonta putkimittainta ja muihin tarkastustehtäviin laserskanneria.
Manuaalinen kohtaa uudenaikaisen
Yksi putkien manuaalisen tarkastamisen ongelmista on visuaalisten mittausten luontainen epätarkkuus. Putki näyttää täyttävän toleranssit, mutta todellisuudessa se ei täytä niitä. Jos tällainen putki läpäisee tarkastuksen, asiakas saattaa myöhemmin hylätä sen. Ihmissilmän havainnointikykyä pienemmät toleranssit on helppo mitata putkien tarkastusjärjestelmällä, jolloin ennen tuotteen lähettämistä voidaan tehdä korjauksia. Tarkkuus paranee huomattavasti ROMERin putkien tarkastusjärjestelmän käytön kautta ja se voi varren pituudesta riippuen olla jopa ± 0,0009” (0,023 mm).
Uudenaikainen mittausteknologia vähentää aikaa ja resursseja, joita kuluu putkien saattamiseksi spesifikaatioita vastaaviksi. Perinteisiä menetelmiä käytettäessä aikaa hukkaantuu uudelleensäätöön, uudelleenmittaukseen ja jälleen uudelleensäätöön. Ei ole harvinaista, että tämä prosessi vie suurimman osan päivästä. Kaikki putket joutuvat roskiin, kunnes säätö on täydellinen. Jos asetukset kestävät koko päivän, roskapönttö saattaa täyttyä kokonaan, ennen kuin on saatu valmistettua tarkka putki. ROMERin putkien tarkastusjärjestelmä lyhentää tarkastukseen kuluvan ajan tunneista minuutteihin. Se myös vähentää merkittävästi romun määrää, koska jo ensimmäinen uudelleen säädetty putki vastaa spesifikaatioita.
Uusinta CNC-ohjelmistoa ja laitteistoa käyttävät putkia taivuttavat konepajat pystyvät hyödyntämään tätä etua paremmin ottamalla käyttöön siirrettävän koordinaattimittauskoneen, joka mahdollistaa tarkastuksen aina tarvittaessa. Kun huomioidaan säästöt ajan, energian ja romun määrän suhteen, investointia on syytä harkita vakavissaan. Putkia taivuttavat konepajat saattavat olla harvinainen teollisuudenala, mutta ne ansaitsevat mukautettuja, elämää helpottavia tarkastusratkaisuja.