Introduktion till koordinatmätning
Så fungerar CMM: Koordinatsystem.
Kontakta oss
Vi använder ett koordinatsystem för att beskriva koordinatmätmaskinens rörelser. Koordinatsystemet uppfanns av den franska filosofen och matematikern René Descartes under tidigt 1600-tal och kan användas för att lokalisera detaljer i förhållande till andra detaljer på arbetstycken.
Koordinatsystemet är som en höjdkarta där kombinationen av en bokstav längs ena sidan av en karta och en siffra längs den andra sidan av kartan samt de höjderna som anges ger en unik beskrivning av platserna på kartan. Kombinationen av bokstav, siffra och höjd kallas en koordinat och representerar en specifik plats i förhållande till alla andra.
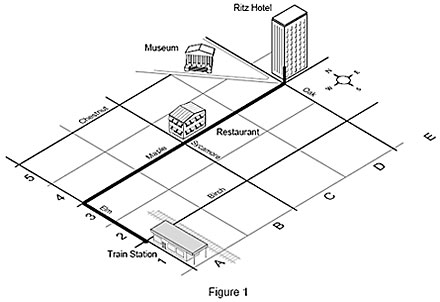
Ett annat exempel är en stadskarta där byggnader är utsatta. För att gå till ditt hotellrum på Hotell Ritz från tågstationen (din utgångsposition), går du 2 kvarter längs Almgatan och 4 kvarter längs Lönngatan och sedan tar du hissen 3 våningar upp när du kommer in på Ritz. Din position kan sedan beskrivas med koordinaterna 4-E-3 på kartan, vilket motsvarar X-, Y- och Z-axlarna på maskinen. Koordinaterna beskriver endast ditt rum och ingen annan plats på kartan.
En koordinatmätmaskin (CMM) fungerar på samma sätt som ditt finger när du spårar kartans koordinater, de tre axlarna formar maskinens koordinatsystem. Istället för ett finger, använder koordinatmätmaskinen en probe för att mäta punkter på ett arbetsstycke. Varje punkt på arbetsstycket är unik för maskinens koordinatsystem. Koordinatmätmaskinen kombinerar de uppmätta punkterna till ett objekt som kan jämföras med alla andra objekt.
Koordinatsystemet: Maskinkoordinatsystemet
Det finns två typer av koordinatsystem i mätvärlden. Det första kallas maskinkoordinatsystemet. Där refererar X-, Y- och Z-axlarna till maskinernas rörelser. När den betraktas från maskinens front, löper X-axeln från vänster till höger, Y-axeln går från fronten bakåt och Z-axeln går uppifrån och ned, lodrätt och vinkelrätt mot de andra två.
Koordinatsystemet: Detaljkoordinatsystemet
Det andra koordinatsystemet kallas detaljkoordinatsystemet och där beskriver de tre axlarna referenser eller egenskaper på arbetsstycket.
Innan dataprogramvara infördes inom koordinatmätningen riktades detaljerna upp fysiskt efter maskinens axlar så att maskinens och detaljens koordinatsystem skulle vara parallella med varandra. Det tog lång tid och var inte särskilt noggrant. När delen var rund eller profilerad, istället för fyrkantig eller rektangulär var mätuppgifterna nästan omöjliga att utföra.
Koordinatsystemet: Vad är uppriktning?
Med dagens CMM-programvara mäter koordinatmätmaskinen arbetsstyckets nollpunkter (från detaljens form), etablerar detaljens koordinatsystem, och relaterar det matematiskt till maskinens koordinatsystem.
Processen när de båda koordinatmätsystemen anpassas till varandra kallas uppriktning. Med en stadskarta gör vi det automatiskt när vi vrider på kartan så att den är parallell med gatan (referens) eller en kompassriktning (t.ex. norr). När vi gör det riktar vi in oss efter "världens koordinatsystem".
Vad är en referens?
En referens är en plats. Vi använder referenser som riktlinjer för att meddela andra var vi är eller för att kunna hitta till en viss plats. På kartan är Hotell Ritz en referens. Det är även gator, tågstationen, museet och restaurangen. Genom att använda en startpunkt, referenser, riktningar och distanser har människor all information som de behöver för att ta sig från en plats till en annan.
För att komma från tågstationen (origo) till restaurangen ska du gå 2 kvarter norrut på Almgatan (referens), ta till höger och sedan gå 2 kvarter österut på Lönngatan (referens).
Inom metrologi är en referens en egenskap på ett arbetsstycke, som ett hål, en yta eller en spår. Vi mäter ett arbetsstycke för att bestämma distansen från en egenskap till en annan.
Vad är translation?
Tänk dig att du behöver veta hur långt ifrån en egenskap en annan egenskap är. Till exempel distansen till mitten av de fyra hålen från det centrala hålet. Då skulle du först mäta hålet i mitten och sedan förskjuta startpunkten till mitten av det hålet och sedan mäta de fyra omgivande hålen. Att flytta startpunkten (origo) för mätningen från den aktuella positionen till en annan plats på arbetsstycket kallas translation. CMM gör detta matematiskt när du begär en uppriktningsrutin från programvaran för geometrisk mätning.
På vår stadskarta skulle detta motsvara att du har kommit fram till hotellet och bestämmer dig för att äta på en berömd restaurang nu när du är i stan. Du letar upp den på kartan. Nu är hotellet din nya startpunkt, eller origo. Genom att känna till var du är kan du titta på kartan och se att du måste ta dig två kvarter åt väster längs Lönngatan för att komma fram till restaurangen.
Vad är rotation?
Referenserna är inte alltid rätvinkliga mot andra referenser. När du tittar på din stadskarta ser du att museet ligger på en gata som varken är parallell eller rätvinklig gentemot gatan som hotellet, restaurangen eller tågstationen ligger på. För att bestämma hur långt det är från hotellet till museet måste du först förskjuta din startpunkt till hotellet och sedan rotera tangenten så att den är parallell med gatan som museet ligger på. Nu kan du enkelt mäta distansen från museet till hotellet.
Nästan exakt samma process används på arbetsstycket (figur 10). Distansen mellan de två hålen på arbetsstycket kan mätas när ursprungliga origo förskjuts till det mindre hålet och detaljens koordinatsystem roteras matematiskt 45°. Nu ligger båda hålen längs den nya Y-axeln och distansen kan beräknas automatiskt.
Uppmätta och konstruerade objekt
Vad är skillnaden mellan uppmätta och konstruerade objekt? De flesta arbetsstycken består av enkla geometriska element som är skapade med hjälp av bearbetning eller formning. Dessa baselement (som ytor, kanter, cylindrar, sfärer och koner) kallas objekt. När en CMM kan mäta dessa objekt direkt, genom att röra vid ytorna som formar egenskapen med en probe, kallas objektet för uppmätt objekt.
Andra egenskaper, som distanser, symmetri, skärningar, vinklar och projektion kan inte mätas direkt utan måste konstrueras matematiskt från uppmätta egenskaper innan värdena kan bestämmas. De kallas konstruerade egenskaper. I figur 11 konstrueras mittlinjens cirkel från mittpunkterna i de fyra uppmätta cirklarna.
Konstruerade egenskaper
Förhållandena mellan en egenskap eller en grupp av egenskaper och en annan egenskap eller grupp av egenskaper är avgörande vid tillverkning. Till exempel avgör skärningspunkten mellan cylindrarna på en sida av ett motorblock och de på andra sidan hur bra delarna passar ihop. Skärningspunkten konstrueras av de två uppmätta egenskaperna (motorcylindrarna).
Vad är volymetrisk kompensation?
Även om avancerad tillverkningsteknik gör det möjligt att bestämma toleranser och skapa arbetsstycken mer hög noggrannhet finns det fortfarande brister. De kan vara små, men det faktum att det finns toleransområden innebär att det finns fel.
Koordinatmätmaskiner är som alla andra produkter i det avseendet. De är byggda med extremt snäva toleranser men det finns ändå konstruktionsfel (som påverkar gång, lutning, girning, rätlinjighet, vinkelräthet och skala) som inverkar på noggrannheten. Medan toleransområdena inom tillverkning blir allt snävare, måste koordinatmätmaskinerna bli allt mer noggranna.
Majoriteten av koordinatmätmaskinernas bristande noggrannhet kan korrigeras automatiskt i koordinatmätmaskinens dator. När alla geometriska fel i koordinatmätmaskinen är uppmätta (kartlagda), kan de minimeras eller till och med elimineras genom kraftfulla algoritmer i CMM-programvaran. Denna teknik kallas volymetrisk felkompensation.
Genom att eliminera fel matematiskt sänker du tillverkningskostnaden och ger kunderna högre prestanda för pengarna.
Volymetrisk kompensation kan förklaras genom att titta på förhållandet mellan en karta och en kompass. Om du vill segla till en specifik plats måste du känna till rätt riktning från din aktuella position (origo). En kompass och karta används för att bestämma din riktning, eller bäring. Men det är skillnad på rättvisande norr och magnetisk norr. Skillnaden mellan de båda kallas variation och orsakas av ojämnheter i jordens magnetfält. För att bestämma den rätta riktningen från en punkt till en annan, måste variationen mellan rättvisande norr och magnetisk norr läggas till eller dras bort från kompassens bäring.
På kartan visas skillnaden mellan rättvisande norr och magnetisk norr (3° V) som måste kompenseras för att inte ett skepp ska hamna nordväst om det avsedda målet och gå på grund istället för att nå sin destination.
En koordinatmätmaskin gör en liknande kompensation automatiskt för att åtgärda maskinens avvikelse från mätningen.
Probekompensation vid kontroll av probespetsar
Koordinatmätmaskiner samlar i allmänhet in data genom att beröra arbetsstycket med en probe (en fast probe eller en elektronisk probe med kontakttriggning) som är ansluten till maskinens mätaxel. Även om probespetsarna är väldigt noggranna måste spetsens läge bestämmas i förhållande till maskinens koordinatsystem före mätning när proben är monterad på koordinatmätmaskinen. Eftersom det är spetsens omkrets som rör delen bestäms probens mittpunkt och radie genom att mäta en väldigt exakt sfär (kalibreringskula).
När en probespets vars mittpunkt och radie är kända får kontakt med ett arbetsstycke, justeras spetsens koordinater matematiskt med spetsens radie till spetsens faktiska kontaktpunkt (figur 14). Riktningen på denna justering bestäms automatiskt genom uppriktningsprocessen.
Vi utför en liknande handling när vi parkerar en bil. Ju bättre vi förare kan uppskatta hur långt vi befinner oss från bilens utsida, desto närmare vägkanten kan vi parkera.
Projektion
En projektion är reproduktionen av ett arbetstyckes objekt på ett annat objekt, som att projicera en cirkel på en yta eller en punkt på en linje.
Att projicera en del på en annan kan jämföras med att skapa en traditionell platt världskarta (Mercator-projektion). Den platta kartan skapas genom att projicera jordgloben på en cylinder.
Inom metrologi, används projektioner för att med högre noggrannhet mäta hur delar kommer att passa ihop. Vid mätning av cylindrar inom fordonsindustrin (som motorblock) kan en cylinder projiceras på sidan med topplock för att korrekt bestämma hur kolvarna kommer att passa i cylindern och hur de går samman med förbränningskammaren i topplocket.
Det krävs minst tre punkter för att mäta diametern på en cirkel och om de punkterna befinner sig på olika distanser från cylinderhålets topp får den uppmätta diametern en elliptisk form. För att förhindra en sådan feltolkning, projiceras mätdata på en yta som är vinkelrät mot cylinderns mittlinje. Resultatet är en exakt bestämning av storleken på arbetsstyckets objekt.
Använda effektiv probeteknik
Genom att använda effektiv probeteknik när ett arbetstycke inspekteras, kan du eliminera många vanliga orsaker till mätfel.
Ett exempel är att probemätningar ska utföras vinkelrätt mot arbetsstyckets yta när det är möjligt. Kontakttriggade prober som används i koordinatmätmaskiner är konstruerade för att ge optimala resultat när probespetsen som rör vid arbetsstycket är vinkelrät mot probestommen. Du bör helst hålla dig inom ± 20° från vinkelrätt läge för att undvika att probespetsen slirar. Slirning leder till resultat som är inkonsekventa och icke-repeterbara.
Detaljyta för probning
Observera att proben ska närma sig i en vinkel som är inom ± 20° från vinkelrätt läge för att minimera risken för fel på grund av slirning. Vektorn för probens väg är vinkelrät mot sfären.
Probning som utförs parallellt med probestommen, det vill säga längs mätspetsens axel, är inte lika repeterbara som probning som utförs vinkelrätt mot axeln.
Använda effektiv probeteknik
Probningar som varken är vinkelräta eller parallella med probestommen (figur 19) ger resultat som är ännu mindre repeterbara än den probning som utförs parallellt med probstommen. Du bör undvika probning parallellt med mätspetsen och i en vinkel mot probestommen, eftersom de ger stora fel.
Skaftkontakt är en annan orsak till mätfel (figur 20). När proben kommer i kontakt med mätytan genom mätspetsens skaft istället för med spetsen, tolkar mätsystemet det som att probningen har utförs korrekt och det leder till stora fel.
Använda effektiv probteknik
Du kan minska risken för skaftkontakt genom att använda en spets med större diameter för att öka utrymmet mellan klotet, skaftet och arbetsstyckets yta. Allmänt gäller att ju större spetsens diameter är, desto djupare kan mätspetsen röra sig innan den rör vid objektet på arbetsstycket. Det kallas probens effektiva arbetslängd (figur 21). Ju större spetsen är, desto mindre påverkar den arbetsstyckets ytbehandling eftersom kontaktpunkten är fördelad över en större yta på objektet som mäts. Men spetsens maximala storlek begränsas av storleken på det smalaste hålet som ska mätas.
Mätpunkterna som väljs med den elektroniska proben registreras när mätspetsen avleds tillräckligt mycket för att bryta mekaniska kontakter eller skapa tillräckligt mycket kraft för att utlösa tryckkänsliga kretsar. Kontakternas fysiska placering orsakar små fel på noggrannheten, även om dessa minskar under kvalifikationen av proben. Men ju längre probespetsens förlängning är, desto större är felet innan rörelsen och desto större restfel finns kvar efter probekvalifikationen. Längre prober är aldrig lika stela som korta. Ju mer mätspetsen böjs eller avleds, desto lägre är noggrannheten. Du bör undvika att använda prober med väldigt långa kombinationer av mätspetsar och förlängningar.
Form- och lägestoleranser
Form- och lägestoleranser är ett universellt symbolspråk, liksom det internationella systemet med trafikskyltar som berättar för förarna hur de ska navigera ute på vägarna. Symbolerna används av konstruktörer för att beskriva objekt på detaljer exakt och logiskt så att de kan tillverkas och inspekteras korrekt. Form- och lägestoleranser anges i kontrollramen för objektet. Kontrollramen för objektet är som en enkel mening som kan läsas från vänster till höger. Kontrollramen för objektet i figuren skulle vara: Kvadraten på 5 mm (1) kontrolleras med en allmän (2) profiltolerans (3) på 0,05 mm (4), i förhållande till primär nollpunkt A (5) och sekundär nollpunkt B (6). Formen och toleransen bestämmer gränserna för produktionsvariabiliteten.
Det finns sju former, så kallade geometriska element, som används för att definiera en detalj och dess egenskaper. Formerna är punkter, linje, ytor, cirklar, cylindrar, koner och sfärer. Det finns vissa geometriska egenskaper som bestämmer detaljernas tillstånd och objektens förhållanden.
De geometriska symbolerna liknar symbolerna som används på kartor för att ange objekt som vägar med två eller fyra filer, broar och flygplatser. De liknar de nya internationella vägskyltarna som ofta syns längs vägarna i USA. Syftet med dessa symboler är att skapa ett gemensamt språk som alla kan förstå.
Symboler för geometriska egenskaper
- Rätlinjighet — Ett tillstånd då alla punkter befinner sig i en rät linje, toleransen anges med ett område som formas av två parallella linjer.
- Planhet — Alla punkter på en yta är i ett plan, toleransen anges med ett område som formas av två parallella plan.
- Rundhet eller cirkelform — Alla punkter på en yta befinner sig i en cirkel. Toleransen anges av ett område som avgränsas med två koncentriska cirklar.
- Cylinderform — Alla punkter på en rotationsyta har samma distans från en gemensam axel. Toleransen för cylinderformen anges av ett toleransområde som avgränsas av två koncentriska cylindrar som ytan måste befinna sig inom.
- Profil — En toleransmetod för att kontrollera ojämna ytor, linjer, bågar eller normala plan. Profilerna kan tillämpas på enskilda linjeelement eller en detaljs hela yta. Profiltoleransen anges av enhetlig gräns längs den verkliga profilen inom vilken ytans element måste ligga.
- Vinkelinställning — Tillståndet för en yta eller en axel vid en angiven vinkel (som inte är 90°) från ett referensplan eller en axel. Toleransområdet definieras av två parallella plan vid den angivna basvinkeln från ett referensplan eller en referensaxel.
- Rätvinklighet — Tillståndet för en yta eller axel i en rät vinkel till ett referensplan eller en axel. Toleransen för rätvinklighet anges på ett av följande sätt: ett område som anges av två plan som är rätvinkliga mot ett referensplan eller en referensaxel, eller ett område som anges av två parallella plan som är rätvinkliga mot referensaxeln.
- Parallellitet — Tillståndet för en yta eller en axel som befinner sig på lika stor distans vid alla punkter från ett referensplan eller en referensaxel. Toleransen för parallelliteten anges på ett av följande sätt: ett område som anges av två plan eller linjer som är parallella med ett referensplan eller en referensaxel, eller ett cylindriskt toleransområde vars axel är parallell med referensaxel.
- Koncentricitet — Axlarna för alla tvärsnittselement på en rotationsyta är gemensamma med referensobjektets axel. Toleransen för koncentriciteten anges med ett cylindriskt toleransområde vars axlar stämmer med referensaxeln.
- Läge — Lägestoleransen anges av ett område inom vilket mittaxeln eller mittplanet kan variera från det verkliga (teoretiskt exakta) läget. Grundmått anger det verkliga läget från referensobjekt och mellan sammanhängande objekt. En lägestolerans är den totalt tillåtna variationen för ett objekts läge från dess exakta läge. För cylindriska objekt som hål och ytterdiameter, är lägestoleransen i allmänhet diametern på toleransområdet inom vilket objektets axel måste ligga. Objekt som inte är runda, som spår och flikar, är lägestoleransen den totala bredden på toleransområdet inom vilket objektet mittplan måste ligga.
- Cirkulärt kast — Används för att kontrollera cirkulära element på en yta. Toleransen tillämpas oberoende vid en cirkulär mätningsposition när detaljen roteras 360 grader. Toleransen för det cirkulära kastet tillämpas på ytor som är konstruerade runt en referensaxel och kontrollerar de samlade variationerna av cirkelformen och koaxialiteten. När den tillämpas på ytor som är konstruerade i rät vinkel mot referensaxeln, kontrollerar den de cirkelformade elementen på ett plan.
- Totalt kast — Ger en samlad kontroll av alla ytans element. Toleransen tillämpas samtidigt på cirkulära och längsgående element när detaljen roteras 360 grader. De totala kastet kontrollerar den samlade variationen av cirkelformen, cylinderformen, rätlinjigheten, koaxialiteten, vinkelinställningen, koniskhet och profil när den tillämpas på ytor som är konstruerade runt en referensaxel. När den tillämpas på ytor som är konstruerade i rät vinkel mot en referensaxel, kontrollerar den de samlade variationerna av rätvinklighet och planhet.
