Wprowadzenie do Metrologii Współrzędnościowej
Zrozumieć współrzędnościową maszynę pomiarową: Układ Współrzędnych.
Kontakt
Układ współrzędny wykorzystujemy do opisania ruchów maszyny pomiarowej. Nazwa "układ współrzędnych kartezjańskich" pochodzi od łacińskiego nazwiska francuskiego matematyka i filozofa Kartezjusza (wł. René Descartes), który wprowadził tę ideę w XVII. wieku. Układ ten pozwala nam ocenić położenie cech względem innych na mierzonej części.
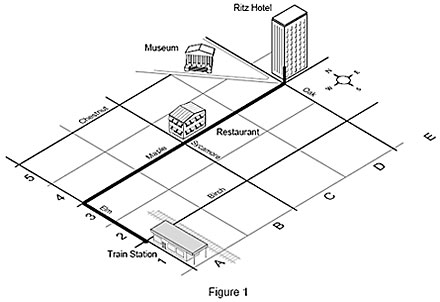
Układ współrzędnych bardzo przypomina mapę wysokościową, na której litery i cyfry umieszczone na krawędziach mapy oraz wysokości w sposób jednoznaczny określają każde położenie na mapie. Połączenie liter/cyfr/wysokości zwane jest współrzędnymi i odzwierciedla dokładne położenie danego miejsca względem innych punktów.
Innym przykładem jest mapa miasta z zaznaczanymi budynkami. Aby dostać się do swojego pokoju w hotelu Ritz z dworca kolejowego, musimy przejść 2 przecznice wzdłuż ulicy Elm, 4 przecznice ulicą Maple i 3 piętra do góry w hotelu Ritz. Lokalizację można również opisać za pomocą współrzędnych 4-E-3 na mapie, co odpowiada osiom X, Y, Z maszyny. Współrzędne na mapie w sposób dokładny opisują Twój pokój hotelowy i żadne inne miejsce.
Współrzędnościowa maszyn pomiarowa (CMM) działa w bardzo podobny sposób jak Twój palec poruszający się po mapie podczas śledzenia współrzędnych - trzy osie maszyny tworzą układ współrzędnych. Zamiast palca maszyna CMM wykorzystuje sondę, która mierzy punkty na części. Każdy punkt mierzonej części znajduje się w dokładnym położeniu określonym przez układ współrzędnych. Maszyna CMM łączy punkty pomiarowe, aby stworzyć cechę geometryczną, którą można porównać z wszystkimi innymi cechami.
Układ Współrzędnych: Układ Współrzędnych Maszyny
Istnieją dwa rodzaje układów współrzędnych w świecie metrologii. Pierwszy z nich zwany jest Układem Współrzędnych Maszyny. W tym przypadku osie X,Y, Z odnoszą się do ruchów maszyny. Patrząc od przedniej strony urządzenia, oś X biegnie z lewej strony do prawej, oś Y z przodu do tyłu, a oś Z z góry na dół, w pionie prostopadle do pozostałych dwóch osi.
Układ Współrzędnych: Układ Współrzędnych Części
Zanim wprowadzono oprogramowanie komputerowe do pomiarów współrzędnościowych, części były osiowane równolegle do osi maszyny, dzięki czemu Układy Współrzędnych Maszyny i Części znajdowały się równolegle do siebie. Proces ten był czasochłonny i niezbyt dokładny. Gdy część - zamiast kwadratowa bądź prostokątna - była okrągła lub miała zarysy krzywoliniowe, realizacja zadania pomiarowego była niemal niemożliwa.
Układ Współrzędnych: Co to jest osiowanie?
Proces odniesienia tych dwóch układów zwany jest osiowaniem. Z mapą miasta robimy to automatycznie, przekręcając mapę w taki sposób, aby znajdowała się równolegle do ulicy (pozycja odniesienia) lub do kierunku geograficznego (np. północ). Robiąc to, tak naprawdę umiejscawiamy siebie w "układzie współrzędnych świata".
Czym jest pozycja odniesienia?
Na przykład, aby dostać się z dworca (punkt początkowy) do restauracji, musimy przejść dwie przecznice w kierunku północnym ulicą Elm (pozycja odniesienia), skręcić w prawo i przejść dwie przecznice na wschód ulicą Maple (pozycja odniesienia).
Co to jest przesunięcie?
Gdy już przybędziesz do hotelu i zdecydujesz się na posiłek w legendarnej restauracji w centrum miasta, musisz najpierw zlokalizować ją na mapie. Tym samym hotel staje się nowym puntem początkowym lub punktem zero. Znając swoją obecną lokalizację i patrząc na mapę wiesz, że musisz przejść dwie przecznice w kierunku zachodnim wzdłuż ulicy Maple. Tam znajduje się Twoja restauracja.
Co to jest obrót?
Zmierzone i Utworzone Cechy
Inne cechy, takie jak odległość, symetria, przecięcie, kąt i projekcje (odwzorowania) nie mogą zostać zmierzone bezpośrednio, ale muszą zostać utworzone matematycznie ze zmierzonych cech, zanim ich wartości zostaną określone. Cechy te zwane są cechami utworzonymi. Na Ilustracji nr 11 została utworzona osiowa (środkowa) linia z punktów środkowych czterech zmierzonych okręgów.
Cechy Utworzone
Co to jest kompensacja objętościowa?
Współrzędnościowe maszyny pomiarowe nie różnią się pod tym względem od innych produktów. Mimo, że są one tworzone z wyjątkowo wąskim polem tolerancji, w ich konstrukcji powstają błędy (odchylenia, wysokości, przechyłu, prostoliniowości, prostopadłości, liniału), które mają wpływ na ich dokładność. Jako, że tolerancje produkcyjne stają się coraz węższe, współrzędnościowe maszyny pomiarowe muszą być jeszcze dokładniejsze.
Większość nieścisłości maszyny CMM może zostać skorygowana przez jej komputer. Gdy już wszystkie błędy geometryczne współrzędnościowej maszyny pomiarowej zostaną zmierzone (powstaje mapa błędów), mogą zostać zminimalizowane, a nawet wyeliminowane przez bardzo mocne algorytmy oprogramowania maszyny CMM. Technika ta zwana jest kompensacją błędu objętościowego.
Eliminując błędy matematycznie obniżamy koszt produkcji i zwiększamy wydajność.
Kompensację objętościową najlepiej zrozumiemy na przykładzie stosunku kompas-mapa. Jeśli chcesz dopłynąć do danego miejsca, musisz wiedzieć, czy przyjąłeś dobry kierunek od swojego punktu początkowego (zerowego). Mapa i kompas wykorzystywane są do określenia kierunku lub położenia. Jednak istnieje różnica pomiędzy geograficznym biegunem północnym i magnetycznym biegunem północnym. Różnica ta zwana jest odchyleniem i spowodowana jest niejednolitością pola magnetycznego Ziemi. A zatem, aby określić prawdziwy kierunek z jednego punktu do drugiego, odchyłka pomiędzy geograficznym biegunem północnym a magnetycznym biegunem północnym musi zostać dodana lub odjęta od położenia kompasu.
Jak pokazano na mapie, różnica pomiędzy geograficznym biegunem północnym a magnetycznym biegunem północnym (3° W) musi zostać skompensowana. W przeciwnym razie żeglarz dopłynie na północny-zachód od zamierzonego celu, lądując na mieliźnie zanim osiągnie swój cel.
Współrzędnościowa maszyna pomiarowa automatycznie przeprowadza podobną kompensację, by usunąć odchyłki maszyny z pomiarów.
Kompensacja Końcówki Pomiarowej/Sondy
Znając środek i promień końcówki pomiarowej, gdy sonda dotyka mierzonej części, współrzędne końcówki są matematycznie "przesuwane" (kompensowane) o promień końcówki do rzeczywistego punktu kontaktu (styku) końcówki (Ilustracja nr 14). Kierunek przesuwu zostaje automatycznie określony przez osiowanie.
Podobne czynności przeprowadzamy parkując samochód. Im lepiej oszacujemy nasze przesunięcie od części zewnętrznej samochodu, tym bliżej krawężnika będziemy mogli zaparkować.
Odwzorowanie
Odwzorowanie jednej cechy na drugiej może zostać porównane z tworzeniem tradycyjnej "płaskiej" mapy świata (odwzorowanie walcowe równokątne inaczej odwzorowanie Mercatora to odwzorowanie walcowe Ziemi). "Płaska" mapa tworzona jest przez odwzorowanie kuli ziemskiej (sfera) na walec.
Do pomiaru średnicy okręgu minimalnie wymagane są trzy punkty, jednak jeśli punkty te nie znajdują się w tej samej odległości od średnicy, zmierzona średnica będzie przedstawiona jako eliptyczna. Aby przezwyciężyć te trudności, dane pomiarowe odwzorowywane są na płaszczyznę, która jest prostopadła do linii centralnej cylindra. W wyniku tych czynności otrzymujemy dokładne rzeczywiste rozmiary cechy mierzonej części.
Stosowanie Efektywnych Technik Pomiarowych
Na przykład sonda powinna być zorientowana prostopadle do powierzchni mierzonej części, o ile jest to możliwe. Sondy stykowe stosowane na współrzędnościowych maszynach pomiarowych zostały zaprojektowane w taki sposób, aby mogły zapewnić najlepsze wyniki, gdy końcówka sondy dotyka mierzonej części prostopadle do korpusu sondy. Idealnym rozwiązaniem jest zbieranie punktów pomiarowych prostopadle pod katem ±20°, dzięki czemu możemy uniknąć "poślizgu" końcówki sondy. "Poślizg" sondy prowadzi do nieścisłych, niepowtarzalnych wyników pomiarowych.
Pomiar Powierzchni Części
Stosowanie Efektywnych Technik Pomiarowych
Stosowanie Efektywnych Technik Pomiarowych
Wymiarowanie i tolerowanie geometryczne (GD&T)
Te symbole geometryczne są podobne do symboli stosowanych na mapach, określających takie elementy jak dwu- i czteropasmowe autostrady, mosty i lotniska. Są niczym nowe międzynarodowe znaki drogowe spotykane najczęściej na autostradach w USA. Celem tych symboli jest stworzenie jednego wspólnego języka, który każdy mógłby zrozumieć.
Charakterystyczne Symbole Geometryczne
Prostoliniowość - Stan, w którym wszystkie punkty znajdują się w prostej linii; tolerancje określone przez strefę wyznaczoną przez dwie równoległe linie.
Płaskość - Wszystkie punkty na powierzchni znajdują się w jednej płaszczyźnie; tolerancje określone przez strefę wyznaczoną przez dwie równoległe płaszczyzny.
Okrągłość lub Cyrkulacyjność - Wszystkie punkty na powierzchni znajdują się w okręgu. Tolerancje są określone przez strefę wyznaczoną dwoma koncentrycznymi okręgami.
Walcowość - Wszystkie punkty na powierzchni obrotu są jednakowo oddalone od wspólnej osi. Tolerancje walcowatości są określone przez strefę wyznaczoną dwoma koncentrycznymi okręgami, w której musi znajdować się powierzchnia.
Profil - metoda tolerancji do kontrolowania nieregularnych powierzchni, linii, łuków lub regularnych płaszczyzn. Profile mogą być stosowane dla poszczególnych elementów linii bądź całej powierzchni części. Tolerancja profilu określa jednolitą granicę wzdłuż rzeczywistego profilu, w której muszą znajdować się elementy powierzchni.
Kątowość - stan powierzchni bądź osi pod odpowiednim kątem (innym niż 90°) od płaszczyzny pozycji odniesienia lub osi. Strefa tolerancji jest wyznaczona przez dwie równoległe płaszczyzny pod odpowiednim podstawowym kątem od płaszczyzny pozycji odniesienia lub osi.
Prostopadłość - stan powierzchni lub osi pod właściwym kątem do płaszczyzny pozycji odniesienia lub osi. Tolerancje prostopadłości określane są w następujący sposób: strefa jest wyznaczona przez dwie płaszczyzny prostopadłe do płaszczyzny pozycji odniesienia lub osi bądź strefa jest wyznaczona przez dwie równoległe płaszczyzny prostopadle do osi płaszczyzny pozycji odniesienia.
Równoległość - stan powierzchni lub osi przy jednakowym oddaleniu we wszystkich punktach od płaszczyzny pozycji odniesienia lub osi. Tolerancje równoległości określane są w następujący sposób: strefa jest wyznaczona przez dwie płaszczyzny lub linie równoległe do płaszczyzny pozycji odniesienia lub osi bądź przez strefę tolerancji walcowatości, której osie są równolegle do płaszczyzny pozycji odniesienia.
Koncentryczność (współosiowość) - osie wszystkich przekrojowych elementów powierzchni obrotu są wspólne względem osi cechy pozycji odniesienia. Tolerancje koncentryczności wyznaczane są przez strefę tolerancji walcowatości, której osie pokrywają się z osią pozycji odniesienia.
Pozycja - tolerancja pozycji określa strefę, w której centralna oś lub centralna płaszczyzna może się różnić od rzeczywistej (teoretycznie dokładnej) pozycji. Podstawowe wymiary określają rzeczywistą pozycję z cech pozycji odniesienia oraz pomiędzy powiązanymi cechami. Tolerancja pozycji to ogólna dozwolona różnica w lokalizacji cechy względem jej dokładnej lokalizacji. Dla cech walcowatych, takich jak otwory oraz średnice zewnętrzne, tolerancja pozycji ogółem jest średnicą strefy tolerancji, w której muszą znajdować się osie cechy. W przypadku cech, które nie są okrągłe, jak np. wypustki lub szczeliny, tolerancja pozycji to ogółem szerokość strefy tolerancji, w której musi znajdować się centralna płaszczyzna cechy.
Bicie promieniowe - zapewnia kontrolę elementów kolistych powierzchni. Tolerancja ta stosowana jest niezależnie w każdej kolistej pozycji pomiarowej, gdy część obraca się o 360 stopni. Tolerancja bicia promieniowego zastosowana do powierzchni utworzonych wokół osi pozycji odniesienia kontroluje łącznie odchyłki cyrkulacyjności i współosiowości. Bicie stosowane dla powierzchni utworzonych pod właściwym kątem do osi pozycji odniesienia kontroluje elementy koliste płaszczyzny.
Bicie całkowite - zapewnia kompozytową kontrolę wszystkich powierzchni elementów. Tolerancja ta stosowana jednocześnie dla elementów kolistych i wzdłużnych, gdy część obraca się o 360 stopni. Bicie całkowicie kontroluje łączne odchyłki walcowatości, cyrkulacyjności, prostoliniowości, współosiowości, kątowości, stożkowatości i profilu, gdy jest stosowane dla powierzchni utworzonych wokół osi pozycji odniesienia. Stosowane dla powierzchni utworzonych pod właściwym kątem do osi pozycji odniesienia kontroluje łączne odchyłki prostopadłości i płaskości.
