Мультисенсорная технология достигла совершеннолетия
Улучшение производительности при использовании программного обеспечения и мультисенсорных систем
Свяжитесь с нами
Исторически сложилось так, что когда производители говорили о мультисенсорных изменениях, всегда подразумевался тип машины, которая имеет один или более дополнительных датчиков, например, машина семейства Brown& Sharpe Optiv, которая имеет контактный датчик или лазерный точечный датчик. Таким образом, мультисенсорность может заключаться в простом сочетании оптических и контактных датчиков на одной машине, то есть решении, известным долгое время. Тем не менее, бурный рост в последние годы технологии измерений привел к необходимости включить в это описание множество различных измерительных устройств, от традиционных КИМ до оптических машин -- поскольку они содержат более одного типа датчиков.
На сегодня истинное положение в области мультисенсорной технологии лучше всего описывается как программно-аппаратные возможности и технология проверки, а не отдельный тип метрологической платформы. Это делает Hexagon Metrology, с его широким выбором сверхточных моделей и опытным персоналом, особенно искусным в создании мультисенсорных решений для бесконечного числа задач. Кроме того, как будет подробно показано в этой статье, сближение разных типов означает, что мультисенсорная технология сделала разные типы метрологических платформ более похожими (и более мощными) чем когда либо. Оптические системы Optiv
Мультисенсорная система Optiv на базе оптического етод
Узнайте у нас, как мультисенсорные технологии могут способствовать успеху вашего бизнеса.
Как было указано выше, традиционные платформы с использованием оптических методов измерения уже долгие годы имеют в своем составе датчики разных типов. Их можно назвать исходными мультисенсорными платформами. Некоторые системы высокого класса, например, Brown & Sharpe Optiv, буквально нашпигованы различными датчиками четырех и более типов, от оптических до контактных, а также различными сканирующими головками контактного и бесконтактного типа.
В последнее время с появлением сменных бесконтактных датчиков для традиционных КИМ мы будем постоянно встречать КИМ всех размеров и конфигураций, от малых мостовых, таких как Brown and Sharpe Classic, до крупнейших портальных, таких как DEA Lambda, использующих контактное, аналоговое сканирование, лазерные линейные и даже видеодатчики, установленные на одной системе.
Различные мультисенсорные датчик
Мультисенсорная платформа Optiv, включающая (слева направо) контактные датчики, видеокамеру и датчик белого светВо многих случаях, похожие или идентичные датчики можно использовать на обоих платформах. Основные типы датчиков, которые могут использоваться на платформе любого типа, включают в себя:
- Оптические: датчики на основе цифровой фотокамеры, выполняющие измерения путем подсчета пикселей на снимке

- Контактные: датчик, позволяющий получить одну точку измерения путем касания измеряемой детали
- Аналоговые сканирующие: датчик, движущийся над поверхностью детали и регистрирующий плотный ряд точек измерения.
- Лазерные указатели: бесконтактный датчик, регистрирующий значения отдельных точек с помощью лазерного луча:
- Лазерные линейные: бесконтактные датчики, проводящие линию лазерным лучом по детали и регистрирующие множество точек.
- Белого света: бесконтактные датчики, использующие сфокусированный белый свет (свет, содержащий волны разной длины) и регистрирующие сверхточные значения измерений точек на чистовой поверхности
Может показаться очевидным, что если система имеет датчики нескольких типов, то вы должны иметь возможность использовать их в одной измерительной программе -- используя преимущества каждого типа датчика при измерении сложных деталей. Тем не менее, это не всегда так, даже потому что программа или конструкция оборудования не в состоянии поддерживать настройки нескольких датчиков, требуя наличия нескольких контроллеров на одной машине
Кроме того, обычно бывает так, что каждый тип платформы имеет собственное "оптимальное" применение. Системы семейства Optiv гораздо удобнее применять для измерения более мелких деталей, где большинство измерений делаются на плоскости, в то время как КИМ серии Brown & Sharpe Global лучше для крупных деталей, имеющих трехмерные характеристики на каждой из поверхностей. Тем не менее, с появлением различных датчиков, все более распространенным становится то, что платформы двух различных типов все более похожи друг на друга. Поскольку это так, наиболее продвинутые пользователи учатся использовать преимущества обеих платформ и, в некоторых случаях, даже использовать обе платформы совместно для инспекции одной детали.
Узнайте у нас, как мультисенсорные технологии могут способствовать успеху вашего бизнеса.
Поскольку большая часть производимых деталей в наши дни проектируются в САПР, многие измерительные программы, такие как PC-DMIS, могут быть интегрированы в САПР. Самым большим преимуществом от встраивания в САПР является простота программирования, а также возможность простого добавления точек контроля. Некоторые программы, такие как PC-DMIS Vision, позволяют добавлять даже целые группы свойств с помощью "перетаскивания" -- эта функция прекрасно экономит время при обработке типовых двухмерных деталей в оптических системах. Как ни странно, остальная часть мира двухмерных систем опоздала с внедрением САПР в свое программное обеспечение, и, как результат, программное обеспечение, уходящее своими корнями в КИМ, при интеграции САПР выходит на передовые рубежи.
Программное обеспечение САПР
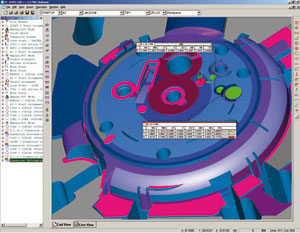 PC-DMIS использует САПР для облегчения и ускорения процессов программирования Мультисенсорная система должна иметь такие же возможности, что и PC-DMIS Vision, позволяющая программировать все датчики по модели САПР в единой среде программирования. Возможность переключаться с одного программного пакета на другой, чтобы использовать различные датчики для выполнения задач мультисенсорной проверки. Возможность программировать непосредственно по 3D модели также очень важна для разработки частей программ автономно. Возможность составления программы вне машины позволяет продуктивно использовать машину для инспектирования деталей, а не для целей программирования. Возможность автономного программирования позволяет моделировать процедуру проверки, что дает представление о том, как будет происходить проверка, до того как деталь будет установлена на машине.
PC-DMIS использует САПР для облегчения и ускорения процессов программирования Мультисенсорная система должна иметь такие же возможности, что и PC-DMIS Vision, позволяющая программировать все датчики по модели САПР в единой среде программирования. Возможность переключаться с одного программного пакета на другой, чтобы использовать различные датчики для выполнения задач мультисенсорной проверки. Возможность программировать непосредственно по 3D модели также очень важна для разработки частей программ автономно. Возможность составления программы вне машины позволяет продуктивно использовать машину для инспектирования деталей, а не для целей программирования. Возможность автономного программирования позволяет моделировать процедуру проверки, что дает представление о том, как будет происходить проверка, до того как деталь будет установлена на машине.Узнайте у нас, как мультисенсорные технологии могут способствовать успеху вашего бизнеса.
 PC-DMIS дает возможность использовать одни и те же измерительные программы как для КИМ, так и для оптических систем. Это дает преимущество даже большее, чем наиболее очевидные выигрыши вследствие сокращения времени обучения и более высокой гибкости персонала при программировании. Используя пакет программ PC-DMIS, можно разрабатывать программы измерения деталей автономно, вне САПР, а затем применять эти программы как в оптических системах, так и в КИМ. Развивая эту идею дальше, можно разрабатывать программу обработки детали по частям, при этом проверка начинается на машине одного типа, затем деталь переносится на другую -- при этом отчет будет единый.
PC-DMIS дает возможность использовать одни и те же измерительные программы как для КИМ, так и для оптических систем. Это дает преимущество даже большее, чем наиболее очевидные выигрыши вследствие сокращения времени обучения и более высокой гибкости персонала при программировании. Используя пакет программ PC-DMIS, можно разрабатывать программы измерения деталей автономно, вне САПР, а затем применять эти программы как в оптических системах, так и в КИМ. Развивая эту идею дальше, можно разрабатывать программу обработки детали по частям, при этом проверка начинается на машине одного типа, затем деталь переносится на другую -- при этом отчет будет единый.Контрольное программное обеспечение на основе САП
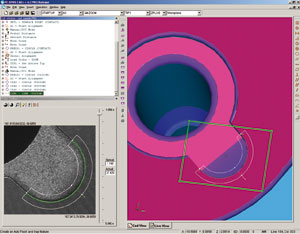
PC-DMIS Vision показывает изображение, получаемое камерой (слева), и чертеж САПР (справа) одновременноОдним из примеров гибридного использования могут быть турбинные лопатки, проверяемые на традиционной КИМ для обеспечения скорости, точности и доступности к геометрическим параметрам, а затем перемещаемые на машину с оптической системой для визуального контроля охлаждающих отверстий. С помощью PC-DMIS эти функции могут быть запрограммированы автономно на едином программном обеспечении и с использованием одной модели САПР, даже если проверочные операции будут выполняться на различных платформах разными типами датчиков.
Узнайте у нас, как мультисенсорные технологии могут способствовать успеху вашего бизнеса.
Поскольку теперь в рамках одной процедуры контроля можно использовать множество датчиков, выбор комбинаций датчиков и технологий может определяться условиями применения. Лучшим примером этого является простой подбор требуемой от датчиков плотности данных, то есть низкой плотности данных (например, от контактных датчиков) на участках с простой геометрией будет достаточно, а там, где необходимо знание формы, например на сложных контурах, требуется использовать средства получения более плотных данных (например, лазерного сканирования).
Однако иногда поиск компромисса между несколькими типами датчиков и требуемыми приложениями может принимать неожиданный оборот, как в этом примере из реальной жизни:
Производителю необходимо сканировать контуры поверхности с максимальной плотностью данных (100 тысяч точек) с очень высокой точность (15 микрон) и очень быстро (за 10 секунд). Требуется 100% проверка.
Проверка печатных плат
Оптическая система инспектирует печатную платуНиже представлено компромиссное решение:
Лазерное сканирование: Плотность Да, Скорость: Да, Точность: Нет
Аналоговое сканирование: Плотность: Да, Точность: Да, Скорость: Нет
Мультисенсорная машина может оснащаться двумя типами датчиков, но ни каждый датчик по отдельности, ни совместное использование двух датчиков в одной программе не позволят добиться цели. Где же решение? В этом случае ответом является мультисенсорная КИМ с большим размером стола, на котором могут разместиться множество деталей на поддоне; лазерный датчик выполняет функцию выбраковки "годен/не годен", контролируя колебания техпроцесса. Это позволяет быстро сканировать большое количество деталей, даже если общая точность не оптимальна. Когда сигнал обратной связи, поступающий от системы, показывает, что колебания параметров выходят за установленные границы, КИМ автоматически переключается на более медленный, но более точный датчик аналогового сканирования для выполнения сверхточной проверки и последующего анализа.
В этом случае сочетание размера стола (возможности разместить сотни деталей за один раз), нескольких датчиков и возможности программно менять последовательность проверки дает возможность использовать мультисенсорное устройство по-новому.