Mesure sans contact de crémaillères
Optimisation des temps de mesure avec le capteur optique hybride HP-O
Contactez-nous

Une crémaillère est une pièce qui permet de transformer un mouvement de rotation en mouvement linéaire. Elle s’utilise par exemple dans les systèmes de direction de voitures et de poids lourds, d’entraînement de machines-outils et les systèmes de transport. La production en série de composants de direction de hautes performances, comme les crémaillères, exigent une solution métrologique rapide et précise pour contrôler le processus de production de manière fiable.
Les développements réalisés dans le domaine de la production ont stimulé les développements métrologiques en relation avec cette application. En associant une machine à mesurer tridimensionnelle (MMT) et des technologies interférométriques et de scanning à haute vitesse variable (VHSS) avec un logiciel de métrologie dédié, les fabricants peuvent réduire les temps de cycle jusqu’à 75 %.
La norme DIN / ASME définit douze degrés de qualité pour les crémaillères. Les crémaillères de qualité 1 sont meulées et utilisées dans des applications très exigeantes, comme les entraînements de machines-outils, où un positionnement précis, sans décalage, est important. Quant aux crémaillères de qualité 12, elles sont meulées et utilisées dans des applications peu exigeantes, où la précision est de moindre importance.
Pour déterminer la géométrie d’une crémaillère, il faut saisir trois caractéristiques principales : le profil des dents (droit ou en développante), le profil de face (droit) et le pas des dents. Une mesure de crémaillère classique revient à scanner quatre dents (de façon axiale et radiale) pour déterminer le profil et la face, et à centrer ou mesurer des points individuels dans les espaces entre les dents pour déterminer le pas et le battement par rapport aux systèmes de référence de la pièce. Les quatre scans de dent représentent 20 % du temps du cycle et la mesure des points de pas, 80 %.
L’inspection tactile de crémaillères est une technologie aboutie basée sur un contrôle d’engrenage conventionnel. Comme les temps d’inspection sont nettement plus longs que le temps du cycle, l’inspection tactile est une bonne solution pour un contrôle d’échantillons, mais ce n’est pas la meilleure pour vérifier la production.
Le capteur optique hybride HP-O permet aux fabricants de crémaillères de choisir la technologie la mieux adaptée à l’application. Les capteurs optiques réalisent des mesures rapides et précises, alors que les capteurs tactiles ont accès à des pièces difficiles à atteindre. Les profils de dent et de face, par exemple, sont relevés au moyen du capteur tactile en mode VHSS. La métrologie tactile prend beaucoup de temps et fournit moins de détails pour les points de pas, ce qui rend le capteur optique idéal.
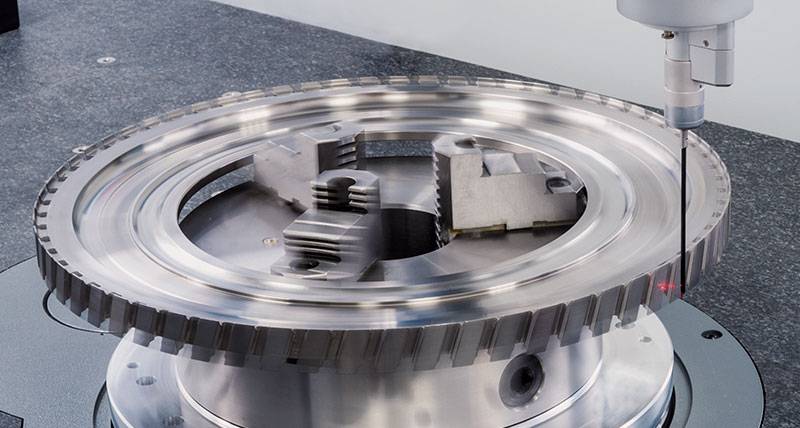
Le HP-O hybride permet une commutation rapide entre le mode de mesure tactile et optique dans le programme de mesure. En tant que capteur de distance interférométrique d’une résolution de 0,003 micron et d’un Ø de point de 0,011 mm, il peut mesurer des surfaces brillantes et est insensible aux variations de la lumière ambiante, ce qui est optimal pour acquérir des données de haute densité dans un environnement de production.
Le capteur optique est utilisé pour saisir le profil axial avec un mouvement uni-axial sur toute la longueur de la crémaillère. Les points de pas sont extraits du scan. Comparé à la capacité de mesure du capteur tactile, limitée à un point par seconde, le système optique peut acquérir jusqu’à 1 000 points par seconde, en éliminant la détermination du pas, qui représente la partie la plus laborieuse du cycle.
Pour exploiter pleinement le potentiel du capteur HP-O hybride, une MMT dotée d’une précision et de caractéristiques dynamiques appropriées est nécessaire. Le capteur optique peut être utilisé en mode point unique ou scanning continu. À la différence de la solution tactile, il mesure uniquement les points de surface dans la plage de mise au point. Les caractéristiques de pièce peuvent être programmées et déterminées rapidement.
La combinaison d’une MMT HP Leitz Reference, du capteur HP-O hybride et des technologies VHSS avec le logiciel de métrologie QUINDOS ouvre la voie à une métrologie plus précise, qui suit le rythme de production en combinaison avec une fixation multi-position, des chargeurs de palettes et des systèmes d’automatisation.
Les développements réalisés dans le domaine de la production ont stimulé les développements métrologiques en relation avec cette application. En associant une machine à mesurer tridimensionnelle (MMT) et des technologies interférométriques et de scanning à haute vitesse variable (VHSS) avec un logiciel de métrologie dédié, les fabricants peuvent réduire les temps de cycle jusqu’à 75 %.
La norme DIN / ASME définit douze degrés de qualité pour les crémaillères. Les crémaillères de qualité 1 sont meulées et utilisées dans des applications très exigeantes, comme les entraînements de machines-outils, où un positionnement précis, sans décalage, est important. Quant aux crémaillères de qualité 12, elles sont meulées et utilisées dans des applications peu exigeantes, où la précision est de moindre importance.
Pour déterminer la géométrie d’une crémaillère, il faut saisir trois caractéristiques principales : le profil des dents (droit ou en développante), le profil de face (droit) et le pas des dents. Une mesure de crémaillère classique revient à scanner quatre dents (de façon axiale et radiale) pour déterminer le profil et la face, et à centrer ou mesurer des points individuels dans les espaces entre les dents pour déterminer le pas et le battement par rapport aux systèmes de référence de la pièce. Les quatre scans de dent représentent 20 % du temps du cycle et la mesure des points de pas, 80 %.
L’inspection tactile de crémaillères est une technologie aboutie basée sur un contrôle d’engrenage conventionnel. Comme les temps d’inspection sont nettement plus longs que le temps du cycle, l’inspection tactile est une bonne solution pour un contrôle d’échantillons, mais ce n’est pas la meilleure pour vérifier la production.
Une solution flexible
Le capteur optique hybride HP-O permet aux fabricants de crémaillères de choisir la technologie la mieux adaptée à l’application. Les capteurs optiques réalisent des mesures rapides et précises, alors que les capteurs tactiles ont accès à des pièces difficiles à atteindre. Les profils de dent et de face, par exemple, sont relevés au moyen du capteur tactile en mode VHSS. La métrologie tactile prend beaucoup de temps et fournit moins de détails pour les points de pas, ce qui rend le capteur optique idéal.
Le HP-O hybride permet une commutation rapide entre le mode de mesure tactile et optique dans le programme de mesure. En tant que capteur de distance interférométrique d’une résolution de 0,003 micron et d’un Ø de point de 0,011 mm, il peut mesurer des surfaces brillantes et est insensible aux variations de la lumière ambiante, ce qui est optimal pour acquérir des données de haute densité dans un environnement de production.
Le capteur optique est utilisé pour saisir le profil axial avec un mouvement uni-axial sur toute la longueur de la crémaillère. Les points de pas sont extraits du scan. Comparé à la capacité de mesure du capteur tactile, limitée à un point par seconde, le système optique peut acquérir jusqu’à 1 000 points par seconde, en éliminant la détermination du pas, qui représente la partie la plus laborieuse du cycle.
Pour exploiter pleinement le potentiel du capteur HP-O hybride, une MMT dotée d’une précision et de caractéristiques dynamiques appropriées est nécessaire. Le capteur optique peut être utilisé en mode point unique ou scanning continu. À la différence de la solution tactile, il mesure uniquement les points de surface dans la plage de mise au point. Les caractéristiques de pièce peuvent être programmées et déterminées rapidement.
La combinaison d’une MMT HP Leitz Reference, du capteur HP-O hybride et des technologies VHSS avec le logiciel de métrologie QUINDOS ouvre la voie à une métrologie plus précise, qui suit le rythme de production en combinaison avec une fixation multi-position, des chargeurs de palettes et des systèmes d’automatisation.