Bezkontaktní měření ozubených hřebenů
Bezkontaktní měření ozubených hřebenů
Kontakty

Ozubený hřeben je součást kompletů, která převádí rotační pohyb na lineární. Obvyklé použití představují hřebenové tyče řízení v automobilech a nákladních vozidlech, a také v pohonech obráběcích strojů nebo dopravních systémů. Sériová výroba ozubených hřebenů vyžaduje rychlé a přesné metrologické řešení, které zajistí spolehlivou kontrolu výrobního procesu.
Vývoj výrobních technologií byl hnací silou vývoje v oblasti metrologie pro tuto konkrétní aplikaci. Kombinací vysoce přesného souřadnicového měřicího stroje (SMS), technologie interferometrického snímače a VHSS (variable high-speed scanning) se specializovaným metrologickým softwarem mohou výrobci zkrátit doby cyklu až o 75 %.
Hřebeny jsou klasifikovány podle normy DIN / ASME na stupnici 1 až 12. Hřeben kvality 1 se vyrábí broušením a používá se ve špičkových aplikacích jako jsou pohony obráběcích nástrojů, kde je důležité přesné polohování s nulovou vůlí. Hřeben kvality 12 se vyrábí frézováním a používá se v nenáročných aplikacích jako je zvedací
zařízení, kde není přesnost tak důležitá.
Při určování geometrie hřebenu je nutné zachytit tři hlavní charakteristiky: profil zubu (přímý nebo evolventní), boční profil (rovný) a rozteč zubů. Konvenční měření hřebenů je tvořeno kombinací skenování čtyř zubů (axiálního a radiálního) pro určení profilu a boční profilu. Centrování nebo měření jednotlivých bodů v mezerách mezi zuby
pro určení rozteče. Z celého cyklu zabírá 20 % skenování čtyř zubů a 80 % měření bodů rozteče.
Dotyková kontrola hřebenů je prověřená technologie založená na metodologii konvenčních testovacích zařízení ozubených kol. Doby kontroly jsou výrazně delší než doba cyklu. Dotyková kontrola je tak řešení pro namátkovou kontrolu vzorků, nikoli pro výrobní kontrolu.
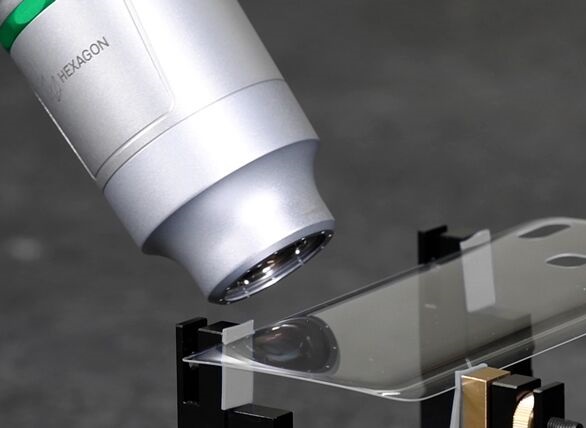
Optický snímač HP-O Hybrid umožňuje výrobcům ozubených hřebenů zvolit technologii, která nejvíce vyhovuje jejich aplikaci. Zatímco optické snímače jsou rychlé a přesné, dotykové snímače se dostanou i do těžko přístupných míst. Profily zubů a boční profily se měří pomocí dotykového snímače v režimu VHSS, při měření bodů v mezerách je dotykové měření zdlouhavé a méně podrobné. V tomto případě je tak vhodné použít optický snímač.
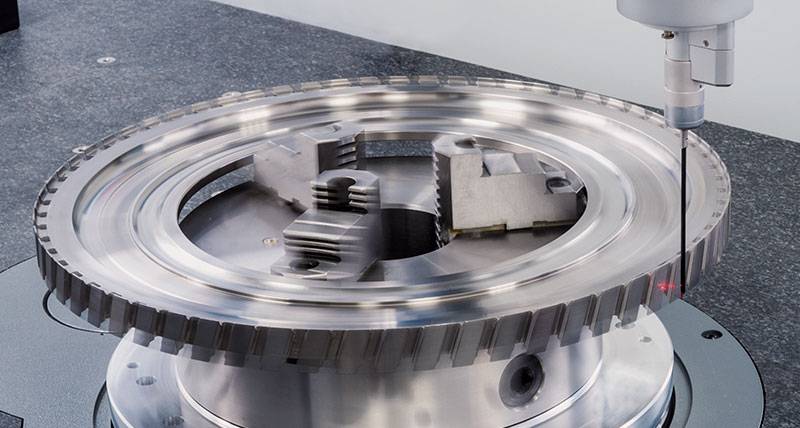
Snímač HP-O Hybrid umožňuje okamžité přepínání mezi dotykovým a optickým měřením v rámci jednoho měřicího programu. Interferometrický snímač vzdálenosti s rozlišením 0,003 µm a otvorem o průměru 0,011 mm umožňuje měření lesklých povrchů a není citlivý na změny okolního osvětlení a je optimální pro pořizování dat
s vysokou hustotou ve výrobním prostředí.
Optický snímač se používá k zachycení axiálního profilu během pohybu v jedné ose podél celé délky hřebenu. Z naskenovaných dat se extrahují body v mezerách. Ve srovnání s rychlostí dotykového měření jeden bod za sekundu zachytí optický systém až 1000 bodů za sekundu, takže eliminuje měření rozteče, tj. časově
náročnou část procesu
Aby se plně využil potenciál snímače HP-O Hybrid, je zapotřebí SMS s adekvátní přesností a dynamikou. Optický snímač se dá použít pro bodové měření i pro spojité skenování. Na rozdíl od dotykového řešení jsou zachyceny pouze body povrchu uvnitř rozsahu ohniska snímače. Charakteristiky součásti lze rychle naprogramovat
a zachytit, čímž se doba cyklu zkrátí na minimum.
Kombinace SMS Leitz Reference HP, snímače HP-O Hybrid a technologií VHSS s metrologickým softwarem QUINDOS dláždí cestu k přesnějšímu měření, které spolu s vícepolohovým upínáním, nakladači palet a automatizovanými systémy udrží krok s výrobou.
Vývoj výrobních technologií byl hnací silou vývoje v oblasti metrologie pro tuto konkrétní aplikaci. Kombinací vysoce přesného souřadnicového měřicího stroje (SMS), technologie interferometrického snímače a VHSS (variable high-speed scanning) se specializovaným metrologickým softwarem mohou výrobci zkrátit doby cyklu až o 75 %.
Hřebeny jsou klasifikovány podle normy DIN / ASME na stupnici 1 až 12. Hřeben kvality 1 se vyrábí broušením a používá se ve špičkových aplikacích jako jsou pohony obráběcích nástrojů, kde je důležité přesné polohování s nulovou vůlí. Hřeben kvality 12 se vyrábí frézováním a používá se v nenáročných aplikacích jako je zvedací
zařízení, kde není přesnost tak důležitá.
Při určování geometrie hřebenu je nutné zachytit tři hlavní charakteristiky: profil zubu (přímý nebo evolventní), boční profil (rovný) a rozteč zubů. Konvenční měření hřebenů je tvořeno kombinací skenování čtyř zubů (axiálního a radiálního) pro určení profilu a boční profilu. Centrování nebo měření jednotlivých bodů v mezerách mezi zuby
pro určení rozteče. Z celého cyklu zabírá 20 % skenování čtyř zubů a 80 % měření bodů rozteče.
Dotyková kontrola hřebenů je prověřená technologie založená na metodologii konvenčních testovacích zařízení ozubených kol. Doby kontroly jsou výrazně delší než doba cyklu. Dotyková kontrola je tak řešení pro namátkovou kontrolu vzorků, nikoli pro výrobní kontrolu.
Flexibilní řešení
Optický snímač HP-O Hybrid umožňuje výrobcům ozubených hřebenů zvolit technologii, která nejvíce vyhovuje jejich aplikaci. Zatímco optické snímače jsou rychlé a přesné, dotykové snímače se dostanou i do těžko přístupných míst. Profily zubů a boční profily se měří pomocí dotykového snímače v režimu VHSS, při měření bodů v mezerách je dotykové měření zdlouhavé a méně podrobné. V tomto případě je tak vhodné použít optický snímač.
Snímač HP-O Hybrid umožňuje okamžité přepínání mezi dotykovým a optickým měřením v rámci jednoho měřicího programu. Interferometrický snímač vzdálenosti s rozlišením 0,003 µm a otvorem o průměru 0,011 mm umožňuje měření lesklých povrchů a není citlivý na změny okolního osvětlení a je optimální pro pořizování dat
s vysokou hustotou ve výrobním prostředí.
Optický snímač se používá k zachycení axiálního profilu během pohybu v jedné ose podél celé délky hřebenu. Z naskenovaných dat se extrahují body v mezerách. Ve srovnání s rychlostí dotykového měření jeden bod za sekundu zachytí optický systém až 1000 bodů za sekundu, takže eliminuje měření rozteče, tj. časově
náročnou část procesu
Aby se plně využil potenciál snímače HP-O Hybrid, je zapotřebí SMS s adekvátní přesností a dynamikou. Optický snímač se dá použít pro bodové měření i pro spojité skenování. Na rozdíl od dotykového řešení jsou zachyceny pouze body povrchu uvnitř rozsahu ohniska snímače. Charakteristiky součásti lze rychle naprogramovat
a zachytit, čímž se doba cyklu zkrátí na minimum.
Kombinace SMS Leitz Reference HP, snímače HP-O Hybrid a technologií VHSS s metrologickým softwarem QUINDOS dláždí cestu k přesnějšímu měření, které spolu s vícepolohovým upínáním, nakladači palet a automatizovanými systémy udrží krok s výrobou.